- 产品
- 详情
- 推荐





收藏
¥ 75890.82
22台起订

产品规格
规格: 45机 50机 55机 65机 75机 90机

安捷能临沂PVC塑料片材挤出机整线 PVC塑料片材挤出机主机现货 PVC塑料片材挤出机
157#5327#4780
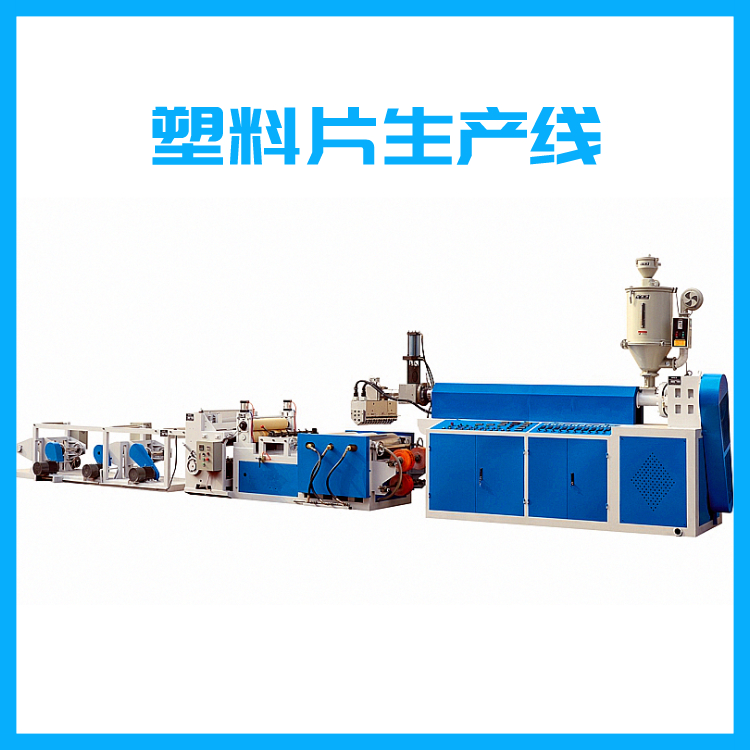
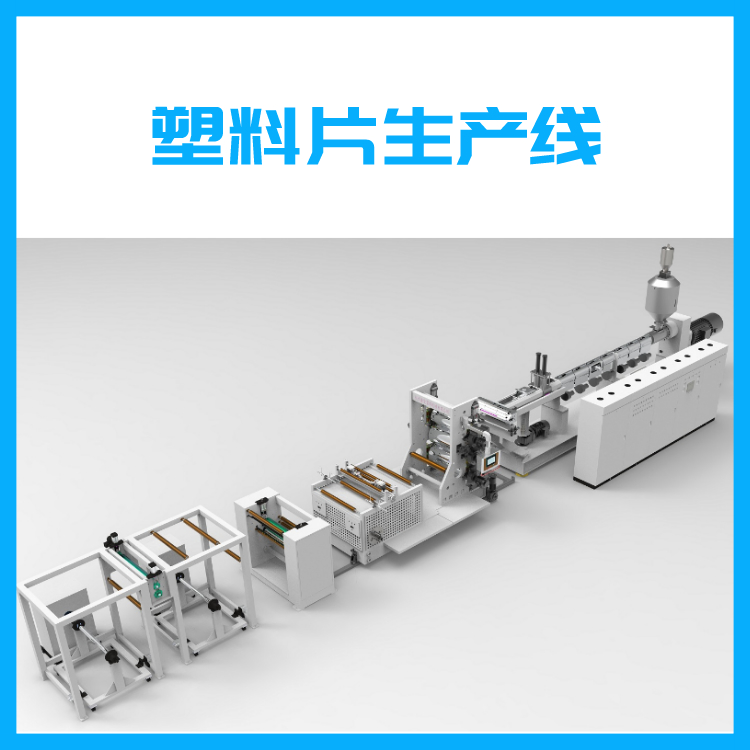
PVC片材挤出生产线
一、PVC片材的简单介绍
按颜色可分为本色片,略带蓝光片,各种有色片;
按透明度分为透明片,半透明片,不透明片;
按表面处理可分为光片,磨砂片(粗细),单、双贴膜,哑白(黑);
按等级可分为全新料和普通新料;
按功能可分为抗静电片和抗紫外线片;

产品规格:压延线厚度 0.15mm-0.55mm,宽度≤680mm
挤出线:厚度 0.18mm-3.0mm,宽度≤1300mm
产品特点:应用广泛,阻燃自熄,质优价廉。目前广泛应用于各类工具,渔具,玩具,电子,医药包装,服装等行业的吸塑、纸盒、包装、印刷、制卡等领域。PVC材料具有加工性能良好,制造成本低,耐腐蚀,绝缘等良好特点。

二、PVC片材的加工流程
PVC树脂输送系统→配料工序→高速混合机→冷却高速混合机→挤出机→双辊开炼机→压延机组→剥离辊→压花辊→冷却辊→测厚装置→卷取机→制成品
物料混合:先将PVC树脂、稳定剂、内润滑剂加入高速搅拌机中,搅拌到80-90℃,加入加工助剂、冲击改性剂,继续升温到100-105℃时加入润滑剂、着色剂等。搅拌均匀后(120℃),完成混合排料到冷却混合机中。在冷却混合机中搅拌冷却到40℃一下时,排料到挤出机加料斗中。
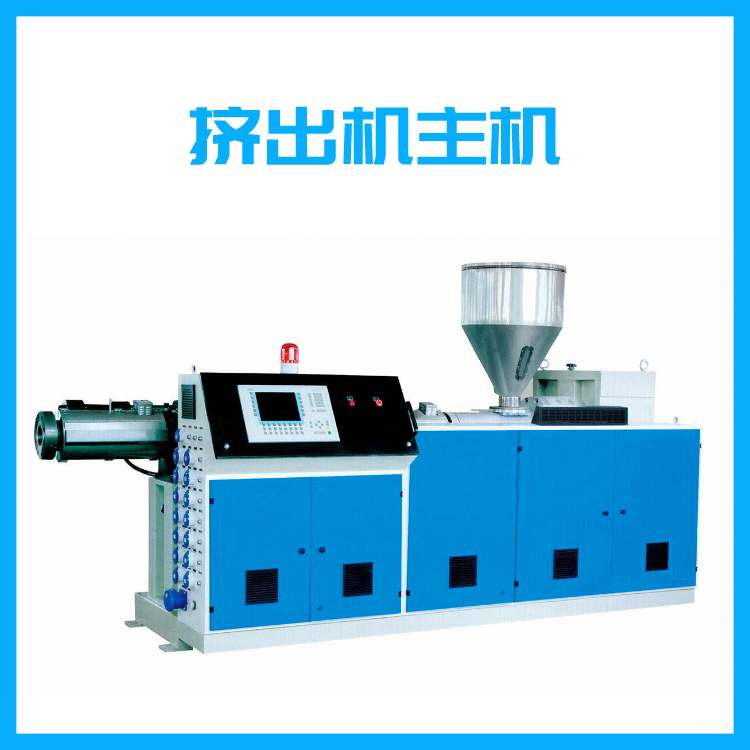
挤出工序
机筒温度 110-140℃
螺杆温度 100-130℃
该工序为主要塑化工序,必须保证塑化良好。较理想状态是长条状,若为团状发粘物则不利于排气,制品容易产生气泡。若带有粉料则给工序塑化带来困难容易出现晶点。
二辊混炼
温度 170-190℃;辊隙 2-4mm
二辊到四辊机供料,料片应塑化良好,表面光亮不夹杂气泡。
四辊机温度和转速
辊筒1: 185-200℃ 8m/min
辊筒2: 190-205℃ 9.5m/min
辊筒3: 195-210℃ 12m/min
辊筒4: 183-195℃ 12m/min

混料时升温到100-105℃加入的润滑剂多为PE蜡,少数用石蜡和氧化蜡(OPE蜡)加入的润滑剂的数量和质量都有讲究。
加的多了制品可能会有析出,表面泛白霜,少了又不利于塑化,润滑效果不佳;加入的PE蜡熔点过低质量差的话,在加工温度升高的过程中滑剂就会变得不稳定,会出现迁移析出的现象,甚至直接挥发掉起到的效果很小。
挤出机胎面带束层 锦辉单机、二、三、四多合复橡胶挤出机玲珑轮胎类似配置A-3 复合挤出机生产线系列
¥50.00万

隔热保温板压缩机 废泡沫冷压块机 中远YSJ-350型泡沫冷压机 泡沫造块机
¥2300.00

塑料挤出机 废旧塑料回收机 中远 SJ-125型塑料拉条机 单螺杆混炼挤出设备
¥29000.00

多功能泡沫箱融化机 电动广告KT板粉碎化坨机 中铸 220型废旧泡沫粉碎化坨机
¥9800.00

塑料颗粒挤出设备 单螺杆挤出机 中远SJ-150型塑料挤出机 无纺布废料造粒机
¥28000.00

塑料挤出机 中远 SJ-135型泡沫塑料拉管机 塑料颗粒机 薄膜粉碎造粒一体机
¥29000.00














-
15753274780
-
0532-00000000

安捷能临沂PVC塑料片材挤出机整线 PVC塑料片材挤出机主机现货 PVC塑料片材挤出机
¥ 75890.82
¥ 75890.82
15台可售
¥ 75890.82
47台可售
¥ 75890.82
29台可售
¥ 75890.82
40台可售
¥ 75890.82
54台可售
¥ 75890.82
16台可售

询价单发送成功~