- 产品
- 详情
- 推荐





收藏
¥58.00
5-14公斤
¥57.00
15-199公斤
¥55.00
≥200公斤

产品规格
规格: 0.8 1.0 1.2 1.6 2.0 2.5 2.8 3.2 4.0 5.0

E9018-G蒸汽管道焊条

E9018-G蒸汽管道焊条
符合 GB/T
相当 AWS A 5.5 E9018-G
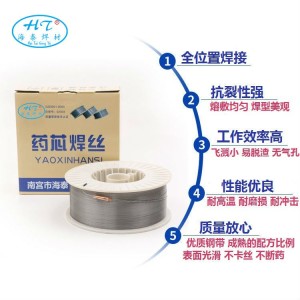
说明:碱性,超低氢,铁粉型手工电焊条,扩散氢含量5ml/100g(HD),电弧稳定,并有一定吹力,脱渣较容易,焊波平整,熔敷效率较高,具有良好的力学性能及抗裂性能。交直流两用,直流反接施焊时,效果更佳。
用途:适用于镍钼铜低合金高强钢的焊接,适用电站设备中温高压蒸汽管道焊接,适用于电站设备中DIN标准牌号为15NiCuMoNb5或者V&M牌号为WB36钢的焊接。
焊道化学成份(wt):
元素 | C | Mn | Si | Cr | Mo | Ni | Cu | S | P |
例值 | 0.054 | 0.924 | 0.209 | 0.188 | 0.374 | 0.966 | 0.467 | 0.010 | 0.008 |
焊道机械性能:
屈服强度(MPa) | 抗拉强度(MPa) | 延伸率 | 冲击J(-40) | |
例 值 | 555 | 625 | 23.5 | 95 |
AWS规范 | 530 | 620 | 17 | 47 |
焊接电流参数:(AC或DC+)
X射线探伤要求:I级
焊条规格及参考电流(DC+)
焊条直径(mm) | 2.5 | 3.2 | 4.0 | 5.0 | |
焊条长度(mm) | 300 | 350 | 400 | 400 | |
电流范围(A) | 平焊 | 60-90 | 90-130 | 150-180 | 180-210 |
立、仰焊 | 50-80 | 80-110 | 120-150 |
| |
注意事项:
⒈焊前焊条须经350400烘焙1h,随烘随用。
⒉焊前必须清除焊件的铁锈、油污、水分等杂质。
3.焊接时须用短弧操作,焊条宜直拖而下,也可作月牙型向下小幅摆动焊接。
耐热钢焊丝:
GB/T | AWS | 用途 |
R10 ER55-D2-Ti | ER80S-G | 用于常规热电站、核能动力装置、加氢裂化设备、合成化工容器等结构的焊接。如1.25Cr-0.5 Mo-0.2V类的壁管温度为550以下的锅炉受热面管子、蒸汽参数为510的高中压蒸汽管道、汽轮机。 |
R30 ER55-B2 | ER80S-B2 | 适用于焊接工作在520以下的15CrMoR(HIC)等纯净度和力学性能要求高的耐热钢,如锅 炉管道、高压容器、石化装备。 |
R31 ER55B2MnV | 用于工作温度在540以下的锅炉蒸汽管道、石油裂化设备、高温合成化工机械的手工钨极氩弧焊打底及全氩焊(如12Cr1MoV等)。 | |
| R34 | 用于工作温度在620以下的12Cr2MoWVB(钢102)耐热钢结构,如高温高压锅炉中的蒸汽管道、过热器管等的 手工钨极氩弧焊打底及全氩焊。 | |
R四零 ER62-B3 | ER90S-B3 | 用于工作温度在550以下的Cr2.5Mo类(如10CrMo910等)耐热钢结构,如高温高压蒸汽管道和容器、 合成化工机械、石油裂化设备等的手工钨极氩弧焊打底及全氩焊。 |
| R71 | 用于焊接工作温度在600-650的Cr9MoNiV类耐热钢,(如T91或F9),蒸汽管道和过热器管等。 | |
| ER55-B2 | ER80S-G | 用于常规热电站、核能动力装置、加氢裂化设备、合成化工容器等结构的焊接。如1.25Cr-0.5 Mo-0.2V类的壁管温度为550以下的锅炉受热面管子、蒸汽参数为510的高中压蒸汽管道、汽轮机。 |
| ER55-B2 | ER80S-B2 | 适用于焊接工作在520以下的15CrMoR(HIC)等纯净度和力学性能要求高的耐热钢,如锅炉管道、高压容器、 石化装备。 |
| ER55C-B2 | ER80C-B2 | 用于平焊和平角的单道或多道焊,熔敷金属具有高抗拉强度及优异的耐高温蠕变性能,主要使用于工作温度在400 左右的管路与压力容器等的焊接。 |
| ER62-G | ER90S-G | 用于常规热电站、石油化工设备等结构的焊接,如2.25Cr1Mo(T/P22、15Cr2Mo1等)类的工作温度在 580以下的锅炉受热面管子、蒸气管道、汽轮机等,以及诸如ZG15Cr2Mo1汽轮机铸钢缸体的补焊等。 |
| ER62-B3 | ER90S-B3 | 主要用于工作温度在550以下高温高压管道、高温合成化工机械、石油裂化设备等。 |
| ER55-B6 | ER80S-B6 | H1Cr5Mo是珠光体耐热钢用镀铜焊丝。具有优良的焊接工艺性能,电弧稳定,焊接飞溅少,焊缝成形美观,优良的 综合机械性能。用于Cr5Mo类珠光体耐热钢的焊接。 |
| ER55S-B8 | ER80S-B8 | 用于炼油厂、火电厂锅炉过热器、热交换器管道和压力容器. |
| ER62-B9 | ER90S-B9 | 马氏体耐热钢焊丝,用于工作在500-625的T/P91钢,如锅炉的过热器及主蒸汽管道等部位。 |
耐热钢焊丝:
牌号 | 焊丝类别 | 标准 | 焊丝化学成份 | 熔敷金属力学性能 | 主要用途 | |||||||||||||
C | Mn | Si | Cr | Mo | V | W | B | Cu | S | P | σb | σ0.2 | δ5 | Akv | ||||
J50 | 钨极 | ER50-4 | 0.05 0.12 | 1.20 1.50 | 0.60 0.85 | 0.30 | 0.025 | 0.025 | 490 | 400 | 22 | -30 27 | 用于各种位置的管子手工钨极氩弧焊打底及全氩焊,除了焊接A3.20g钢之外,还可焊接某些低合金钢,如09Mn2Si,09Mn2V,16Mn等。 | |||||
R10 | 钨极 | ER55 | 0.05 0.12 | 0.75 1.05 | 0.45 0.70 | 0.45 0.65 | 0.30 | 0.025 | 0.025 | 490 | 390 | 22 | 47 | 用于工作温度在510以下的锅炉蒸汽管道(如15Mo3、16Mo等)的手工钨极氩弧焊打底及全氩焊,也可焊接一般的低合金钢结构。 | ||||
R30 | 钨极 | ER55-B2 | 0.05 0.12 | 0.75 1.05 | 0.45 0.70 | 1.10 1.40 | 0.45 0.65 | 0.30 | 0.025 | 0.025 | 540 | 440 | 17 | 47 | 用于工作温度在520以下的锅炉蒸汽管道、高压容器、(如15Cr1Mo、13Cr1Mo44等)的手工钨极氩弧焊打底及全氩焊,以及30CrMnSi的修补和打底。 | |||
R31 | 钨极氩弧 | ER55B2MnV | 0.05 0.12 | 0.75 1.05 | 0.45 0.70 | 1.10 1.40 | 0.45 0.65 | 0.20 0.35 | 0.30 | 0.025 | 0.025 | 540 | 440 | 17 | 47 | 用于工作温度在540以下的锅炉蒸汽管道、石油裂化设备、高温合成化工机械的手工钨极氩弧焊打底及全氩焊(如12Cr1MoV等)。 | ||
R34 | 钨极氩弧 | 0.05 0.12 | 0.75 1.00 | 0.45 0.70 | 1.80 2.20 | 0.50 0.70 | 0.25 0.45 | 0.30 0.50 | 0.003 0.005 | 0.30 | 0.025 | 0.025 | 540 | 440 | 17 | 47 | 用于工作温度在620以下的12Cr2MoWVB(钢102)耐热钢结构,如高温高压锅炉中的蒸汽管道、过热器管等的手工钨极氩弧焊打底及全氩焊。 | |
R四零 | 钨极氩弧 | ER62-B3 | 0.05 0.12 | 0.75 1.05 | 0.45 0.70 | 2.20 2.50 | 0.95 1.25 | 0.30 | 0.025 | 0.025 | 590 | 490 | 15 | 47 | 用于工作温度在550以下的Cr2.5Mo类(如10CrMo910等)耐热钢结构,如高温高压蒸汽管道和容器、合成化工机械、石油裂化设备等的手工钨极氩弧焊打底及全氩焊。 | |||
G21 | 钨极氩弧 | 0.08 | 0.60 1.00 | 0.20 0.50 | 12.00 14.00 | Ni 1.20 | 0.30 | 0.025 | 0.025 | 680 | 15 | 27 | 用于焊接0Cr13、1Cr13、2Cr13不锈钢结构,如汽轮机叶片的补焊及对接,也可用作耐蚀、耐磨的表面堆焊。 | |||||
R71 | 钨极氩弧 | 0.05 0.10 | 0.80 1.20 | 0.15 0.35 | 8.50 9.50 | 0.80 1.10 | 0.15 0.30 | Ni 0.90 | Nb 0.07 | 0.30 | 0.025 | 0.025 | 590 | 16 | 27 | 用于焊接工作温度在600-650的Cr9MoNiV类耐热钢,(如T91或F9),蒸汽管道和过热器管等。 | ||
| GB/T | AWS | 用途 | |
| ER55-B2 | ER80S-G | 用于常规热电站、核能动力装置、加氢裂化设备、合成化工容器等结构的焊接。如1.25Cr-0.5 Mo-0.2V 类的壁管温度为550以下的锅炉受热面管子、蒸汽参数为510的高中压蒸汽管道、汽轮机。 | |
| ER55-B2 | ER80S-B2 | 适用于焊接工作在520以下的15CrMoR(HIC)等纯净度和力学性能要求高的耐热钢,如锅炉管道、高压容器、 石化装备。 | |
| ER55C-B2 | ER80C-B2 | 用于平焊和平角的单道或多道焊,熔敷金属具有高抗拉强度及优异的耐高温蠕变性能,主要使用于工作温度在400左右的管路与压力容器等的焊接。 | |
| ER62-G | ER90S-G | 用于常规热电站、石油化工设备等结构的焊接,如2.25Cr1Mo(T/P22、15Cr2Mo1等)类的工作温度在 580以下的锅炉受热面管子、蒸气管道、汽轮机等,以及诸如ZG15Cr2Mo1汽轮机铸钢缸体的补焊等。 | |
| ER62-B3 | ER90S-B3 | 主要用于工作温度在550以下高温高压管道、高温合成化工机械、石油裂化设备等。 | |
| ER55-B6 | ER80S-B6 | H1Cr5Mo是珠光体耐热钢用镀铜焊丝。具有优良的焊接工艺性能,电弧稳定,焊接飞溅少,焊缝成形美观,优良的 综合机械性能。用于Cr5Mo类珠光体耐热钢的焊接。 | |
| ER55S-B8 | ER80S-B8 | 用于炼油厂、火电厂锅炉过热器、热交换器管道和压力容器. | |
| ER62-B9 | ER90S-B9 | 马氏体耐热钢焊丝,用于工作在500-625 | |
焊丝规格及包装:
焊丝品种 | |
气保(CO2)精密绕线 15kg、12.5kg、20kg、定重半自动气保焊丝(盘可选270/300) | |
(埋弧)无心层绕 25kg-50kg、定重埋弧焊丝 | |
(氩弧)塑料盒装 5kg/盒、10kg/盒、定重氩弧焊填充焊丝 | |
焊丝规格 | |
气保(CO2):0.8 1.0 1.2 1.6mm | 埋弧:2.5 3.2 4.0mm |
氩弧:1.0 1.2 1.6 2.0 2.4 3.2mm | |
另:本厂长期代理电力、大西洋、京群京雷、金桥、天泰、金威、林肯、伊萨、阿维斯塔、蒂森、泰克罗伊、牛津、沙福、 曼彻特、UTP、奥林康等品牌焊材,欢迎客户咨询订购!
产品实拍:



































-
13473084955
-
0319-5395968

E9018-G蒸汽管道焊条 耐热钢焊条 E90S-B9耐热钢焊条 T91/P91电厂用耐热钢焊条
¥ 55.00 ~ ¥ 58.00
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售
¥ 55.00
77700公斤可售

询价单发送成功~