- 产品
- 详情
- 推荐



收藏
¥380.00
1-4件
¥350.00
5-19件
¥330.00
≥20件

产品规格
可售数量: 3000件

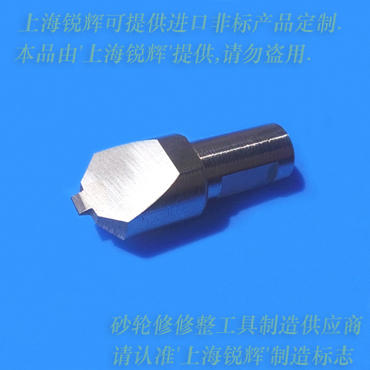
上海锐辉-斧型钻石金刚笔D8-55°R0.2-高品质釜式成型钻石修整器-数控双端面磨床用:
上海锐辉主要从事高品质成型金刚笔生产,不做残次产品,让利给客户。
产品的高性能可满足现今先进的研磨技术的要求,高质量产品归功于严格选用原料。
公司拥有经验丰富的工程师,能够帮助用户严把原料质量关、解决技术问题及提供相关咨询。

型号:RH-DR5502
柄体材质:45#钢
柄体尺寸:Φ8×30mm(台柄)
适用磨床:高精数控端面外圆磨床,曲轴磨床,磨齿机、异形磨床等。
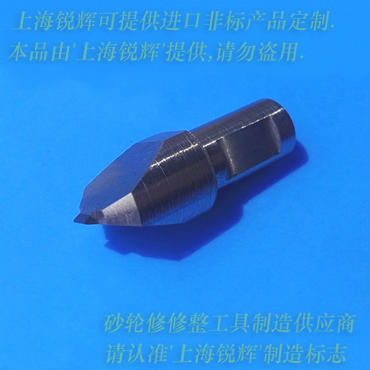
楔形金刚石加工值范围:
金刚石宽度(A):3mm 金刚石高度(B):1.4mm
金刚石角度(V):55° 金刚石弧度(R):R0.2
技术优势:
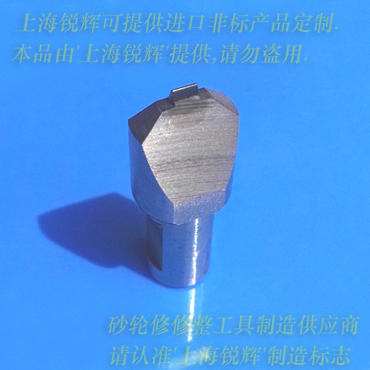
一、采用瑞士原装进口高精密数控磨床磨削角度及R弧,金刚石曲率半径达到微米级精度。
二、低温焊接烧结技术,可有效减少金刚石碳化,提高原料使用寿命20%以上。
三、采用高精检测设备、磨耗比检测仪对金刚石原料进行结构分析和耐磨测试。
四、采用严格成本核算机制, 让利给客户。
用途/应用领域
应用行业:多用于曲轴制造业、活塞、内燃机及配件、减速机、轴承、齿轮等精密零配件的成型磨削工序。
可修整砂轮外径范围:900mm以内
可修整砂轮厚度范围:20-150mm
单次修整进给量:0.003mm
磨削工件表面粗糙度:Ra0.8-Ra0.3μm
适合磨削方式: 精磨 (砂轮整形)
砂轮线速度:30m/s-50m/s
特征描述
利用金刚石研磨斧头型锋利楔形顶角及棱线来对磨床砂轮成型精磨。
可确保砂轮加工工件表面粗糙度在Ra0.63以内。
磨削性能稳定,性价比高,可配套于数控磨床的曲轴,轴承,活塞环等产品磨削加工后成型砂轮修正。
使用说明
1. 在使用新品成型刀之前,应从上次修整的进给中退出。
2. 安装时不得将刀头悬垂太长,确保安装牢固,注意不要撞击到砂轮表面。
安装成型刀刀头,使其指向砂轮的旋转方向。特别注意成型刀刀头金刚石 R 线与砂轮旋转方向应保持平行。
3. 在开始修整砂轮时,找出砂轮的 高点位置进行初修整。
4. 注意进行轻微量的砂轮修锐:
建议粗修整和精修整时,选择同样的横向进给速度,防止损坏成型刀刀头。
5. 在修整工作过程中,用冷却液浇注成型刀头与砂轮接触处。
不能对发热的刀头进行"淬火"(指突然变冷)。
6. 根据成型刀头的磨损情况以及砂轮加工工件的表面粗糙度要求,及时对刀头进行调整方向或替换。



















-
18701883519
-
021-59185286
斧型钻石金刚笔D8-55°R0.2-高品质釜式成型钻石修整器-数控双端面磨床用
¥ 330.00 ~ ¥ 380.00
¥330.00
3000件可售

询价单发送成功~