- 产品
- 详情
- 推荐




收藏
¥ 135.00
1件起订

产品规格
可售数量: 14517件

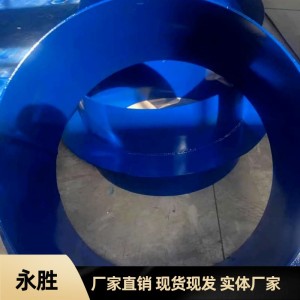
吸水喇叭口在实际生产中,喇叭口的前后孔径数据差异值多少允许,多少不允许,目前也没有一个比较权威的标准可循。在现有形位公差当中没有喇叭口这个形状元素,但有一些加工孔本身有圆柱度要求,这时加工孔假如产生喇叭口现象我们就可以用圆柱度的要求来参考其是否允许:孔的喇叭口形状直接影响到圆柱度的实际值大小,其喇叭口的数值一旦超过了圆柱度允许值,那该加工件已成废品(圆柱度超差)。这只是一种判断加工孔出现喇叭口是否允许的特例,实际加工过程中很多喇叭口的孔还是没有参考依据来判别,但是其失效后果是肯定存在的。
(1)配合上的失效后果
孔与轴的不同配合特性决定了喇叭口孔的失效后果。过盈配合、间隙配合和过渡配合,三种配合过程中都会因孔的喇叭口锥度大小而出现一些不相同的失效后果。
间隙配合:其失效后果一是运动之间的配合效果变差,加快运动件的疲劳损坏。如活塞环在有喇叭口的缸孔中上下运动,这样活塞环的直径就一直在上下变化,不断的直径变化导致活塞环过早出现疲劳损坏;二是造成运动件的磨损程度不一样,如气门导杆在导管孔中上下运动,由于导杆的配合孔——导管孔是喇叭口孔,这样造成导杆的直径在喇叭口小径处的配合出现提前磨损,而大径处的导杆直径没有明显磨损,使整个导杆长度上面的直径不均衡, 终造成运动件的摆动幅度上升,影响到气门的密封等失效后果出现。
过盈配合:整体配合过盈量的不均衡造成应该均衡的过盈状态变成过盈不均衡的局部出现变化趋势;影响闷盖装配以后的胶水粘接剂的滞留均衡等。
过渡配合:两者之间的一些近似失效后果的出现。
(2)工艺上的潜在失效后果
加工孔出现喇叭口,不仅是精加工孔的喇叭口有失效后果,同样半精加工孔出现喇叭口也会影响到后道加工孔,当 终的精加工难以消除前道产生的喇叭口现象时, 终加工孔仍可能出现喇叭口缺陷。

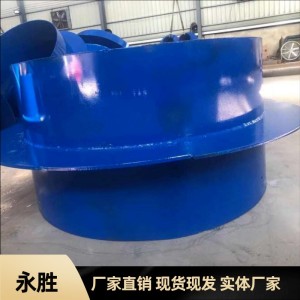
吸水喇叭口类别及原因
将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量要判断加工孔出现了喇叭口其孔是否失效,首先要了解喇叭口的几种类别,根据喇叭口的大端和小端的尺寸,孔的喇叭口有下面四种组合:喇叭口孔的大径和小径都在加工孔径的允许值范围;喇叭口孔的大径和小径都超出了加工孔径的允许值范围;喇叭口孔的大径超出了加工孔径的允许值范围;喇叭口孔的小径超出了加工孔径的允许值范围。
依据加工工艺要求,零件的加工孔径允许值一旦超差,该加工件即属于不合格件,所以我们需要分析的只是‘喇叭口孔的大径和小径都在加工孔径的允许值范围’这一加工孔的失效后果,其余三种超差情况不需要考虑。 喇叭口的失效后果 加工孔出现喇叭口,其锥度多大属于不允许,这是一个比较难定的尺度。

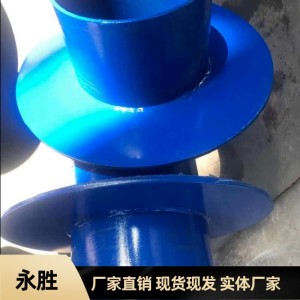
吸水喇叭口连接主要有以下几个地方:
1、当管道中流体的流量有变化时,比如增大或减少,流速要求变化不大时,均需采用喇叭口。
2、泵的进口,为防止汽蚀。
3、与仪表,如流量计、调节阀的接头处,为了与仪表的接头配合,也需采用喇叭口。
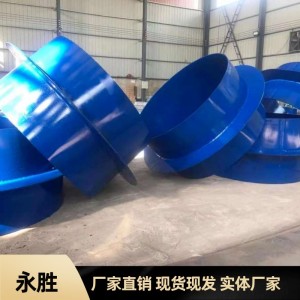
主要有以下几个地方:
1、当管道中流体的流量有变化时,比如增大或减少,流速要求变化不大时,均需采用喇叭口。
2、泵的进口,为防止汽蚀。
3、与仪表,如流量计、调节阀的接头处,为了与仪表的接头配合,也需采用喇叭口。








DN200柔性防水套管 永胜厂家销售ABC型柔性防水套管 刚性防水套管
¥155.00

DN300柔性防水套管 永胜厂家直供 国标ab型 刚性防水套管 池壁用可定制墙厚
¥155.00

DN400国标B型刚性防水套管 柔性防水套管加工厂家 永胜厂家定制DN50-DN3000
¥160.00

国标02S404预埋穿墙止水钢套管 刚性防水套管 I型II型碳钢建筑非标防水套管 永胜厂家
¥155.00

刚性防水套管厂家DN25-DN320 DN25-DN3200柔性防水套管 永胜
¥155.00

刚性防水套管 DN200长度可定制 柔性防水套管 厂家直销沧州永胜DN20-DN2000
¥155.00



吸水喇叭口图集 吸水管喇叭口 耐腐蚀耐高压吸水喇叭口便宜 永胜品质保证
¥ 135.00
¥135.00
14517件可售

询价单发送成功~