- 产品
- 详情
- 推荐





收藏
¥面议
12米起订

产品规格
可售数量: 60000米

产品名称:
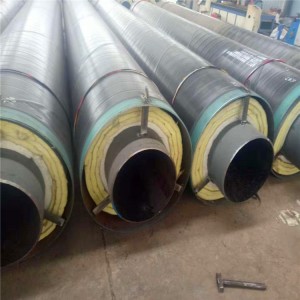
TPEP防腐钢管全称为:外缠绕聚乙烯内熔结环氧防腐管道。TPEP防腐管道(T是Triple,表示三倍的,三部分的,这里指三层的,PE,聚乙烯,EP,热熔结环氧树脂粉末)
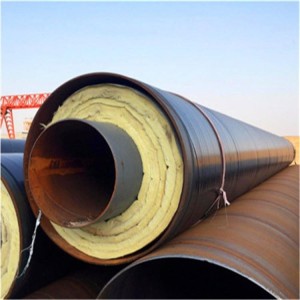
二、母材钢管材质:
无缝、直缝或者螺旋钢管
三、外壁防腐形式:
采用三层结构聚乙烯防腐涂层,厚度≥2.5mm;执行标准:《GB/T23257-2009埋地钢质管道聚乙烯防腐层》
四、内壁防腐形式:
采用热熔结环氧树脂粉末涂层,厚度≥350um,执行标准:《CJ/T120-2008给水涂塑复合钢管》
五、生产工艺介绍:
TPEP防腐管道,产品内壁采用中频加热喷涂环氧树脂粉末的防腐方式,粉末经高温加热熔结后均匀地涂覆在管体表面上。产品适用于多种条件下的管道输送工程,是对传统管道产品的一次革命,是替代钢筒砼管、球墨铸铁管、PE管等传统产品的选择。外壁采用3PE防腐技术(3PE外壁防腐技术--3层结构聚乙烯防腐,是目前先进,成熟的外壁防腐技术),应用极其广泛,对钢管的防腐保护好,使用寿命长。TPEP防腐就是在外壁防腐技术先进的3PE防腐形式的基础上,同时对内壁防腐做目前好的防腐处理,同时内壁的防腐水平达到食品级要求,实现了无论外壁还是内壁都达到好的防腐效果,对使用钢管起到了好的保护作用,这种形式的防腐处理是目前国内乃至国际上为先进的钢管整体防腐处理技术。同时也是国内外高要求工程项目的优防腐处理选择。
TPEP复合钢制管道:中文名称为,外缠绕聚乙烯内熔结环氧防腐钢管,是第四代长距离输水管线防腐技术.正如它的中文全称所示:管道外壁采用缠绕聚乙烯的3层PE结构防腐技术,内壁采用热熔结环氧防腐处理.使用标准达到食品级.是真正意义的输送防腐管道.无论管道内外防腐处理技术,均达到目前先进水平,使用年限能达到50年之久.
TPEP钢管——提高了涂层附着力及涂层厚度,增 强了耐磕碰,耐腐蚀的能力。TPEP钢管填补了国内钢管防腐的空白,价格与单 层聚乙烯内熔结环氧复合钢管相差无几,耐腐蚀能力提高了3-5倍。通过设计实例分析得出:与同管径管材相比,采用内壁熔结环氧涂层的管路损失可以降低30%以上;在输送相同流量的情况下,其管径可以减小一级,从而降低了成本,减少了能耗。已成为市场上广泛应用的一种大口径输管道的主流产品。
不同的工程要求,采用不同的材质和型号的主体钢管。同时对主体钢管的厚度误差的严格要求,能保证工程全程输送管道无薄弱点,管道所受压力均匀. 二、防腐层的严密程度直接决定了管道的使用寿命,这个问题很简单,输送管道被腐蚀导致破损,不会是一整根钢管都损坏,而是从防腐层破裂的那一个点开始,慢慢向四周延展,终导致整根钢管的破裂报废。所以每层防腐的厚度要达标,同时严密程度也非常重要,严密的防腐层对外界空气和水汽起到隔离效果,可以有效的保护主体钢管不受腐蚀。

钢管外观检查
⑴加工前,钢管的外观应由熟练工人用目测方法逐根进行观察,钢管有无严重机械损伤、重皮、裂缝、凹陷等缺陷,检查不合格的钢管不能使用,并做出不合格标识退回。验收合格的方可用于施工。
⑵螺纹管的管口若出现扁口情况,应及时进行找圆修复,不能修复的应报废。
管件除锈
⑴首先用抓管机将需要进行防腐的钢管倒运至作业线的上管平台,采用火焰加热器装置对钢管的外表面进行预热处理,驱除钢管表面的潮气、油污、杂质等,加热温度控制在40℃~60℃,以利于提高钢管表面的除锈质量。
⑵钢管均采用PW-380钢管抛丸除锈机进行除锈,在钢管进入抛丸室前,用橡胶垫或厚海绵制成的管口堵头堵在钢管管口的两端(如钢管自带管堵使用其自带的管堵封堵),避免钢管在除锈过程中,抛丸室内的钢丸飞入管口内,减少钢丸的损失,同时保证了钢管在除锈时钢丸的用量,经抛丸除锈后的钢管表面应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923—1988规定的Sa2.5级,表面的锚纹深度应按环氧粉末生产厂家提供的说明书执行。
⑶表面预处理完后,所有的铁锈、油污、氧化皮等应清除干净。
⑷逐根对钢管外表面进行检查,对可能导致涂层漏点的表面缺陷,采用合适的方法进行打磨,且打磨后的壁厚不应小于规定值。对存在疵点的钢管应剔除或予以修理。
⑸对除锈质量不合格的钢管,应及时下线,清除管内抛物,然后返回生产线重新除锈。
钢管表面微尘处理
⑴钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘清除干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理。钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作。
⑵定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。
⑶启动微尘装置后,应经常检查引风机的工作情况。
⑷除尘电极应按期保养,确保正常工作。
⑸进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况。
钢管预热
⑴经微尘处理后的钢管,在进行环氧粉末涂敷前,应先进行预热处理,采用KGPS-750uw恒功率中频机给钢管进行加热,预热温度必须符合环氧粉末涂料所要求的温度,但 高不得超过275℃。
⑵检查中频循环水池水位,确保水量至少在2.5~3立方。启动中频循环水泵,检查循环水所有管路是否漏水,只有在确定循环水管路一切正常情况下,方可开始启动中频装置机。
⑶根据不同管径钢管的送进速度及预定加热温度,用实验管在作业线上调整确定生产是中频加热的输出功率值。
⑷使用先进的测温仪器来测量钢管预热时的温度,提高测量的准确度,以保证钢管进行粉末涂敷时,钢管预热温度在粉末涂料生产厂家推荐的范围内。
⑸进行防腐生产时,每小时至少测量记录一次,确定粉末涂敷时钢管的预热温度。
环氧粉末滚涂或喷涂
由于热滚涂与热喷涂工艺差别较大,这里不做详细叙述。
胶粘剂涂覆与聚乙烯带缠绕
⑴ 胶粘剂的涂覆必须在环氧粉末胶化过程中进行。
⑵ 采用侧向缠绕工艺时,应确保搭接部分的聚乙烯及焊缝两侧的聚乙烯完全辊压密实,并防止压伤聚乙烯层表面。
循环水冷却
钢管防腐层制作结束后,应及时进行冷却固定成型,可采用循环水浇涂室对防腐完的钢管进行防腐层表层的冷却,冷却采取逐段分次方式。
⑴生产前,先启动浇涂室的循环水泵电机。
⑵调整冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击,影响涂层的外观成形质量。
⑶在钢管进入浇涂室 组传动轮前,先用 道冷却水进行冷却。这样钢管表层刚防腐上的涂层在滚动到 组胶轮上,防腐层不会破坏,保持完好。
⑷根据管径的大小及环境温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不高于60℃,并确保熔结环氧涂层固化完全。
⑸涂层的外观应平整、色泽均匀、无气泡、开裂及缩孔,允许有轻度桔皮状花纹,涂层厚度应达到设计要求。
⑹每连续生产批至少应检查第1、5、10根钢管的防腐层厚度,之后每10根至少抽检一根。
⑺若业主有要求,应按业主要求执行。
切割留头
钢管的防腐层经冷却水冷却后,按规定管端预留长度为100-120mm的要求,
修磨管端留头
⑴ 聚乙烯层端面应形成不大于30度的倒角,聚乙烯层端部外可保留不超过20mm的环氧粉末涂层。应防止防腐管端部防腐层剥离或翘起。
⑵ 管端留头采用电动钢丝刷进行管端留头处理,操作时按2~3次分段进行,以达到标准规定要求。
⑶ 用于修磨管端留头防腐层倒角的钢丝刷,工作面应平整,无凸凹。

我公司自成立以来始终秉承“诚信铸就企业之魂质量缔造企业之本”的目标,经过公司每一名员工的辛勤努力诚源管道已经参与承接国内外多个重大工程,产品还远销北美、欧盟、中东及东南亚等多个国家和地区。
我公司的产品覆盖多个行业领域,如输送 输使用的防腐管道管件,城市输送热力的聚氨酯保温钢管以及蒸汽用的钢套钢保温钢管以及配套的保温管件,桥梁打桩用的双面埋弧直缝焊接钢管,污水处理厂使用的各种防腐管道防腐管件,电厂化工企业使用的高压合金管材、高压弯头、高压法兰以及其他管道相关的附件产品。
诚源管道座落于中国管道装备制造基地--河北省沧州市盐山县,北接京沪高铁、京沪高速,西接石黄高速,东接津汕高速、荣乌高速,104、307国道分布于周,205国道惯穿境内,地理位置得天独厚,给客户往来产品运输带来极为便利的交通条件。
现在国家倡导的京津冀一体化政策下雄安新区在其西北方向正在兴建,在海上丝绸之路的带动下黄骅大型港口正在升级,蓬勃发展的渤海新区和正在兴建的渤海高铁,给诚源管道的发展创造了一定的基础;在良好的经济环境下与客户的合作也得到很好的保障和支持。

















-
18631706329
-
0317-8159219

外3PE防腐标准GB/T23257 内环氧树脂粉末防腐标准CJ/T120 TPEP防腐钢管生产厂家
¥面议
¥面议
60000米可售

询价单发送成功~