- 产品
- 详情
- 推荐










收藏
¥37.00
15-199公斤
¥36.00
200-999公斤
¥35.00
≥1000公斤

产品规格
规格: 1.2mm 1.6mm 2.0mm

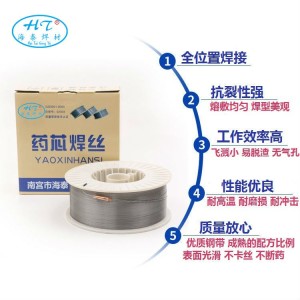
YD317模具焊丝 冷冲模堆焊焊丝 耐磨药芯焊丝 气体保护堆焊焊丝

说明:
HT-YD317冲模堆焊焊丝。
用途:
HT-D317冲模堆焊焊丝适用于冷冲模堆焊,也可进行一般切削刀具的堆焊。
熔敷金属化学成分(%)
C | Cr | Mo | W | V | S | P | 其它元素总量 | |
保证值 | 0.70~1.00 | 3.00~4.00 | 3.00~5.00 | 4.50~6.00 | 1.50~3.00 | ≤0.035 | ≤0.04 | ≤1.50 |
堆焊层硬度:
(焊后空冷)HRC≥50
参考电流 (DC+)
焊丝规格(mm) | 焊接电流(A) | 焊接电压(V) |
φ1.2 1.6 | 220 | 26 |
注意事项:
施焊工件应做除油、除锈处理。
2.焊接时,气体流量一般在20~25L/min。
3.药芯焊丝焊接时,干伸长度应为15~25mm。
4.在堆焊大型工件前应适当预热至300℃左右。
5.焊丝库房的湿度应保持在小于60%。
6.非真空包装焊丝存放时间不宜超过半年,真空包装焊丝存放时间不宜超过一年.








海泰耐磨焊丝简明表:
分类 | 型号 | 硬度(HRC) | 特点及主要用途 |
高硬度耐磨焊丝 | 50-60 | 用于立磨打底焊(韧性好,可以多层焊) | |
58-65 | 硬度高,可以多层堆焊 | ||
HT-YD888(Q) | 60-65 | 硬度高,对焊层厚度不超过6mm | |
HT-YD888Ni(Q) | 58-65 | 高铬合金焊丝,用于耐磨表面堆焊 | |
HT-YD988(Q) | 55-63 | 高铬合金焊丝,用于耐磨表面堆焊 | |
HT-YD95(Q) | 55-63 | 高铬合金焊丝,用于耐磨表面堆焊 | |
耐高温焊丝 | HT-YD990(Q) | 55-65 | 用于850℃高温耐磨堆焊 |
盾构机耐磨焊丝 | HT-583 | 52-56 | 地铁盾构施工刀具刃口堆焊专用,也可用于煤碳、矿石装载机料斗和刃口堆焊修复。 |
钻杆 | HT-100XT | 52-58 | 用于旋挖钻杆、打井钻杆、探水钻杆、石油钻杆、螺旋钻杆等耐磨部位的堆焊修复。 |
可替代焊条耐磨焊丝 | HT-YD172(Q) | ≥40 | 用于堆焊齿轮、挖泥斗、矿山机械等磨损件 |
HT-YD207(Q) | ≥50 | 用于堆焊推土机刀片,螺旋桨等磨损零件 | |
HTYD212(Q) | ≥50 | 用于堆焊各种受磨损的机件表面,如齿轮、挖斗、矿山机械 | |
HT-YD256(Q) | HB≥170 | 高锰钢堆焊,适用于破碎机等受冲击磨损部位的堆焊 | |
HT-YD322(Q) | ≥55 | 用于堆焊各种冲模及切削刃具,兼用于修复要求耐磨损性能较高之机械零件 | |
HT-YD327A(Q) | ≥55 | 专门用于模具堆焊,耐磨性能高于D322 | |
HT-YD337(Q) | ≥48 | 用于铸钢或锻钢上堆焊锻模 | |
HT-YD397(Q) | ≥40 | 用于堆焊铸钢或锻钢做坯体的热锻模或堆焊高强度耐磨件 | |
HT-YD507Mo(Q) | 35-45 | 用于510℃以下中高压阀门堆焊 | |
HT-YD707(Q) | 55-61 | 碳化钨合金焊丝,堆焊煤矿运输机、砂石运输机叶轮 | |
高锰钢耐磨焊丝 | HT-YD114(Q) | 50-55 | 高锰钢堆焊焊丝,受强烈冲击后,表面具有加工硬化的特点。 |
HT-YD115(Q) | 50-55 | 用于受严重冲击高锰钢堆焊,加工硬化效果显著。 | |
轧辊焊丝 | HT-YD430 | 35-40 | 用于轧辊堆焊 |
HT-YD320H | 45-55 | 用于轧辊堆焊 | |
HT-YD224 | 45-55 | 用于热轧开坯辊堆焊 | |
HT-YD224B | 53-60 | 用于热轧开坯辊堆焊 | |
HT-YD414N | 40-45 | 用于连铸辊堆焊 | |
HT-YD414N-O | 40-50 | 用于连铸辊堆焊 | |
复合板焊丝 | HT-HD166 | 58-65 | 耐磨复合板专用明弧药芯焊丝 |


















-
13473084955
-
0319-5395968
YD317模具焊丝 冷冲模堆焊焊丝 切削刀具堆焊焊丝 药芯耐磨焊丝
¥ 35.00 ~ ¥ 37.00
¥ 35.00
77700公斤可售
¥ 35.00
77700公斤可售
¥ 35.00
77700公斤可售

询价单发送成功~