- 产品
- 详情
- 推荐










收藏
¥5861.00
1-4件
¥5811.00
≥5件

产品规格
可售数量: 2878件

JB/T6323可调喷嘴减温器设计参数的工况下运行并经现场正确安装调试,其出口蒸汽流量q、额定出口蒸汽温度t2、额定出口蒸汽压力p2、噪声水平等使用性能应分别符合并达到本标准5.2~5.5所规定的要求。
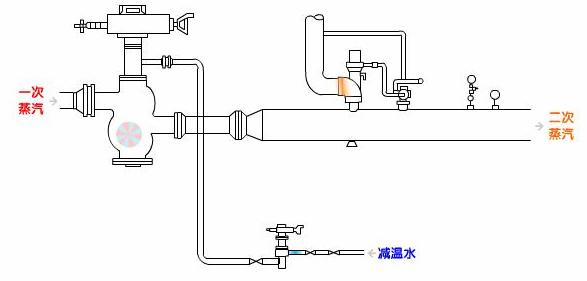
JB/T6323可调喷嘴减温器 范围 本标准规定了减温减压装置的型号编制方法及性能、技术、检查与验收、标志、油漆和包装等方面的要求,并给出了订货要求的指南。浙江上欧阀门主营阀门有:减压阀(气体减压阀,可调式减压阀,水减压阀,蒸汽减压阀本标准适用于工作介质为蒸汽的减温减压装置、减温装置和减压装置(以下简称为“装置”),进口蒸汽的参数如下: ——工作压力不大于26Mpa并且工作温度不大于540℃; ——工作压力不大于6Mpa并且工作温度不大于570℃。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其 随后所有的修(不包括勘误的内容)或修订版均不适用于本标准,然而鼓励根据本标准达成协议的各方研究是否可使用这些文件的zui新版本。凡是不注日期的引用文件,其zui新版本适用于本标准。 GB713—1997 锅炉用钢板(neq ISO 5832-4:1996) GB/T912—1998 碳素结构钢和低合金结构钢热轧薄钢板及钢带 GB/T983—1995 不锈钢焊条(neq ANSI/AWS A5.4:1992) GB3087—1999 低中压锅炉用无缝钢管(neq ISO 9329-1:1989) GB/T3323—1987 钢熔化焊对接接头射线照相和质量分级 GB/T3274—1988 碳素结构钢和低合金结构钢热轧厚钢板及钢带(neq ROCT14637:1979) GB/T5117—1995 碳钢焊条(eqv ANSI/AWS A5.1:1991) GB/T5118—1995 低合金钢焊条(neq ANSI/AWS A5.5:1981) GB5310—1995 高压锅炉用无缝钢管(neq ASTM A335:1990) GB/T9222—1988 水管锅炉受压元件强度计算 GB/T10868 电站减温减压阀技术条件 GB/T10869电站调节阀技术条件 GB/T14957—1994 熔化焊用钢丝 JB/T1613—1993 锅炉受压元件焊接技术条件 JB/T1614—1994 锅炉受压元件焊接接头力学性能试验方法 JB/T2636—1994 锅炉受压元件焊接接头金相和断口检验方法 JB/T3375—2002 锅炉用材料入厂检验规则 JB/T3595 电站阀门 一般要求 JB4730—1994 压力容器无损检测 JB/T5263 电站阀门铸钢件技术要求 JB/T9624 电站安全阀技术条件 JB/T9625—1999 锅炉管道附件承压铸钢件技术条件 JB/T9626—1999 锅炉锻件技术条件 JB/T6323—2002 3 JB/T6323可调喷嘴减温器 订货要求 为便于用户订货,附录A中表A.1给出了供参考的基本订货要求。 4 型号 装置的型号表示方法如下: 注1:对于减温装置和减压装置,其代号则分别用W和Y表示。 注2:型号中有关的压力值,均保留一位小数。 5 性能要求 5.1 总则 装置在设计参数的工况下运行并经现场正确安装调试,其出口蒸汽流量q、额定出口蒸汽温度t2、额定出口蒸汽压力p2、噪声水平等使用性能应分别符合并达到本标准5.2~5.5所规定的要求。 5.2 出口蒸汽流量q 减温减压装置出口蒸汽满州里变化范围为0.3q~q,特殊需要者可由供需双方协商。 5.3 额定出口蒸汽温度t2 5.3.1额定出口蒸汽温度必须在饱和温度以上(含饱和温度)。 5.3.2额定出口蒸汽温度的念头范围zui小值为额定出口蒸汽温度t2±5℃。 5.4 额定出口蒸汽压力p2 额定出口蒸汽压力的念头范围是: a) 当额定出口蒸汽压力小于0.98Mpa时,为p2±0.04Mpa; b) 当额定出口蒸汽压力不大于3.8Mpa时,为p2±0.006Mpa; c) 当额定出口蒸汽压力大于3.8Mpa时,为p2±0.15Mpa。 5.5 噪声 装置正常运行时,在减温减压阀(减压阀)出口中心线同一水平面下游1m并距管壁1m处测其噪声,总体噪声水平应不大于85dB(A)。买方若有特殊要求,可由买卖双方协商解决。 6 技术要求 6.1 一般要求JB/T6323—2002 6.1.1 装置的设计制造除应符合本章规定外,还应符合图样要求。 6.1.2 与装置配套的控制装置应能满足装置的正常运行。 6.1.3 减温减压阀(减压阀)应符合GB/T10868的规定。 6.1.4 调节阀应符合GB/T10869的规定。 6.1.5 安全阀应符合《蒸汽锅炉安全技术监察规程》及JB/T9624的规定 6.1.6 闸阀、截止阀、止回阀、节流阀等阀门应符合JB/T3595的规定。 6.1.7 装置中的蒸汽管道、混合管道以及管件应按GB/T9222—1988进行强度计算。 6.2 材料 6.2.1 节流孔板及卷制的蒸汽管道和混合管道用钢板应符合GB713—1997的规定。 6.2.2 蒸汽管道和混合部内零件所用的薄钢板应符合GB912—1989的规定;所用的热轧厚钢板应符合GB3274—1988的规定。 6.2.3 蒸汽管道和混合管道用无缝钢管,其承受的介质参数为低中压时应符合GB3087—1999的规定;其承受的介质参数为高压时应符合GB5310—1995的规定。 6.2.4 铸钢件材料应符合JB/T5263和JB/T9625—1999的规定。 6.2.5 锻件材料应符合JB/T9626—1999的规定。 6.2.6 焊接用材料不锈钢焊条应符合GB/T983—1995的规定;碳钢焊条应符合GB/T5117—1995的规定;低合金钢焊条应符合GB/T5118—1995的规定;焊接用钢丝应符合GB/T14957—1994的规定。 6.2.7 材料代用应满足强度和结构上的要求,且需经该产品的设计部门同意。 6.3 焊接和补焊 6.3.1 装置的管道和管道元件(以下简称受压件)的焊接应由持有相应类别的“锅炉压力容器焊工合格证”的人员担任。 6.3.2 焊接和焊接返修应符合JB/T1613—1993的规定,施焊前应按《蒸汽锅炉安全技术监察规程》进行焊接工艺评定。焊缝的外观检查和无损检测按本标准7.2和7.3的规定。 6.3.3 焊缝返修时应按原焊缝的质量要求进行外观检查和无损检测,同一位置上的返修不得超过三次,超过二次的需经制造单位总技术负责人批准。 6.3.4 铸钢件的补焊应符合JB/T3595的规定。 7 检查与验收 7.1 材料验收 装置中受压件所使用的材料(包括焊材)应按JB/T3375—2002规定进行入厂验收。 7.2 外观检查 7.2.1 焊缝外形尺寸应符合图样和工艺文件要求,焊缝高度不低于母材表面,焊缝与母材应圆滑过渡。 7.2.2 焊接及其热影响区表面应无裂纹、未熔合、夹渣、弧坑和气孔。 7.2.3 装置主要受压件的纵缝和环缝应无咬边,其他焊缝的咬边深度应不大于0.5mm,咬边总长度不大于焊缝长度的20%且不大于40mm。 7.2.4 配套阀门的外观质量除应符合图样要求外,还应符合JB/T3595的规定。装置配套的各类(有或无执行机构)阀门均应进行可操作性试验检查,要求运行灵活,传动轻便、平稳,无任何卡阻现象,行程开关和过转矩保护的所有机件动作可靠准确。JB/T6323—2002 7.3 无损检测 7.3.1 各类焊缝的无损检测应由持相应种类和技术等级的“锅炉压力容器无损检测人员资格证书”的人员承担。 7.3.2 各类焊缝的无损检测要求和评定标准按表1规定。 7.3.3 按比例进行射线和超声波检测的焊缝,如发现缺陷时,应在缺陷延伸方向补充检测,补充检测比例按该条焊缝长度的10%,补充检测后如仍有怀疑,则应进行 。 7.4 力学性能试验 7.4.1 主要受压件的对接焊缝的力学性能试验的要求应符合JB/T1613—1993的规定。 7.4.2 主要受压件的对接焊缝的力学性能试验的方法应符合JUB/T1614—1994的规定。 7.5 金相检验 7.5.1 焊缝金相检验的要求应符合JB/T1613—1993的规定。 表1 各类焊缝的无损检测要求和评定标准 焊缝类别检测方法和检查数量评定标准主要受压件的纵焊缝每条焊缝 射线检测,加至少25%超声波检测射线检测:GB/T3323—1987;照片质量不低于AB级,焊缝质量不低于Ⅱ级。 超声波检测:JB4730—1994; 焊缝质量不低于Ⅰ级, 磁粉检测:JB4730—1994; 不允许任何裂纹和成排气孔,磁痕显示不超过Ⅱ级主要受压件的环焊缝直径大于159mm或壁厚不小于20mm每条焊缝 射线检测或超声波检测直径不大于159mm每条焊缝至少25%射线检测或超声波检测,也可按不少于环缝总数的25%进行抽查管接头角焊缝(对蒸汽压力不小于3.82Mpa或温度不小于450℃处)按小少于连接焊缝总数的10%进行磁粉检测抽查7.5.2 焊缝金相检验的方法应符合JB/T2636—1995的规定。 7.6 水压试验 7.6.1 装置受压件的水压试验应在无损检测和热处理后进行,试验压力按额定出口蒸汽压力P2、额定出口蒸汽温度t2取JB/T3595相应压力—温度等级表在200℃时zui高允许工作压力的1.5倍,保压时间至少5min,要求无渗漏及结构损伤。水压试验合格后应将水放尽,并根据材料和结构特点采取防腐蚀措施。 7.6.2 配套阀门的壳体强度试验要求无渗漏和结构损伤,试验压力和持续时间按JB/T3595的规定。 7.6.3 有启闭密封要求的安全阀,须经整定压力试验和密封压力试验检查,试验规范要求按JB/T9624的规定。 7.6.4 有渗漏量要求的减温减压阀(减压阀)、调节阀可分别按GB/T10868、GB/T10869规定的渗漏量等级进行密封渗漏量试验。 7.7 形式试验 7.7.1 型式试验的项目按本标准5.2~5.5。 7.7.2 在进口蒸汽压力小于9.8Mpa和大于等于9.8Mpa的两个压力系列中,设计结构相同的装置,均至少应在装置使用现场进行一次型式鉴定的性能测试,并达到本标准5.2~5.5规定的性能要求(流量应达到设计要求)。JB/T6323—2002 7.7.3 装置型式试验应有国家认可的检测机构参加。 7.8 质量记录 制造单位应按图样和本标准规定进行检查和验收,并将主要检查项目填入质量证明书中。 8 JB/T6323 标志、油漆和包装 8.1 标志 经检查合格的装置在蒸汽管道的明显位置装订铭牌标志。铭牌标志中至少包括下列内容:型号、设计参数、制造单位名称、产品编号、检验工号和制造日期。 8.2 油漆 8.2.1 装置蒸汽管道、接管等非加工表面涂防锈底漆,外露加工面涂防锈防腐油脂(黄油、工业用凡士林或中性润滑油)。 8.2.2 装置面漆颜色由制造单位确定或按订货要求。 8.3 包装 8.3.1 精密电器、控制仪表、配套阀门等均单个或集中装于木箱,并采取有效的防震防湿措施。 8.3.2 包装材料、尺寸和数量由制造单位或订货要求确定。 8.3.3 装置中管道端部和法兰应用木盖或塑料盖堵住。 8.3.4出厂文件应包括: a) 总图(包括规格,技术特性,进、出口连接尺寸和支座位置)。 b) 装置技术参数。 c) 装置质量说明书,包括: 1) 主要受压件的材料牌号、化学成分、力学性能报告; 2) 产品焊接试件力学性能试验报告; 3) 无损检测报告; 4) 水压试验报告; 5) 外观及几何尺寸试验报告; d) 装置合格证(包括型号、设计参数、制造单位名称、产品编号、检验工号和制造日期)。 e) 阀门、控制系统等合格证。 f) 装置使用说明书。 |







表A.1 基本订货要求
装置的型号 | |||||
装置的名称 | 数量(套) | ||||
出口蒸汽流量q t/h | 变化范围 | ||||
进口蒸汽压力q1 MPa | 变化范围 | ||||
进口蒸汽温度t1 ℃ | 变化范围 | ||||
额定出口蒸汽压力q2 MPa | 偏差范围 | ||||
额定出口蒸汽温度t2 ℃ | 偏差范围 | ||||
减温水压力Pb MPa | 变化范围 | ||||
减温水温度tb ℃ | 变化范围 | ||||
噪声 dB(A) | 装置布置方式及结构形式 | 卧式□ | 立式□ | ||
进口配管尺寸 | 法兰: | 出口配管尺寸 | 法兰: | 减温水 子配管尺寸 | |
连接: | 焊接: | ||||
进口配管材质 | 出口配管材质 | ||||
控制方式 | 电动控制□ 气动控制□ 液动控制□ | ||||
要求提供的文件 | |||||
必要的安装调试服务 | |||||
其他 | |||||
执行标准 | JB/T6323—2002《减温减压装置》 | ||||
特殊要求 | |||||
注:未特别注明者,压力值均为表压。 | |||||
订货须知:
一、①JB/T6323产品名称与型号②口径③是否带附件以便我们的为您正确选型④使用压力⑤使用介质的温度。
二、若已经由设计单位选定公司的型号,请型号直接向我司销售部订购。
三、当使用的场合非常重要或环境比较复杂时,请您尽量提供设计图纸和详细参数,由我们的阀门公司专家为您审核把关。如有疑问:请:我们一定会尽心尽力为您提供优质的服务。与本产品相关论文:减压阀裂纹检修
上欧阀门服务承诺:
(1) 严格按照合同要求,提供符合设计标准,质量合格的产品。
(2) 严格检查和控制原材料原器件配套件的进厂质量。
(3) 保证所供设备加工工艺完善检测手段完备。产品 带缺陷出厂。
(4) 对涉及分包商的供货质量设备性能技术接口服务等方面问题全部责任。按合同规定的关键部件必须符合有关资质的要求,并经需方认可。
(5) 按合同规定向监造单位提供有关部门标准和图纸,并为监造提供方便并对监造设备的停工待检部位提前7天通知需方及监造代表,需方所派监造是督促我方按标准生产合格产品,但并不减我方的一切质量责任。
(6) 对设备制造过程中出现的质量缺陷及时向需方和监造代表通报不隐瞒。若设备缺陷超过合同规定的标准,供方无条件更换。在安装和试运行过程中,设备出现质量问题,先处理问题,再分清责任,一切以满足工程进度需要为准则。
(7) 为所供的设备在制造运输装卸过程中投保,-旦发生意外,我方将按需要对所供设备尽快进行免费更换修理,直到需方满意为止。
(8) 在开箱过程中如发现缺件及其他原因引起的零部件丢失,我方负责尽快免费补齐所缺零部件。在设备的安装调试过程中以及今后在设备运行中发现的质量问题,如属我方原因,我方承担责任。
(9) 按时向需方提供按合同规定的全部技术资料和图纸。有义务在必要时邀请需方参与我方的技术设计审核。
(10) 按需方要求的时间到现场进行技术服务,指导需方按我方的技术资料和图纸的要求进行安装试运行及试生产。
(11) 对于需方先购的与合同设备有关的配套设备,我方主动提供满足设备接口要求的技术条件和资料。
(12) 严格执行供需双方就有关问题召开会议的纪要或协议。
(13) 按合同规定免费为需方举办有关设备安装调试使用维护技术的业务班。
(14) 加强售前售中售后服务,把"24小时服务""超前服务""全过程服务" "终身服务"贯彻在产品制造安装调试大修的全过程。
(15) 接到需方反映的质量问题信息后,在24小时之内作出答复或派出服务人员,尽快到达现场,做到用户对质量不满意,服务不停止。
(16) 免费为产品提供终身维护,凡我厂用户,均建立了详尽的用户档案,我厂售后服务。人员实行定期回访,制度,指导用户的日常维护,及时指出并解决可能出现的故障。
(17) 随时满足需方对备品备件的要求,终身为用户提供质优价廉的零配件。

深嵘阀门 美国进口NTG管夹阀 管夹阀\NTG 50 /2" 承压1MPa旋流器配套\阀体为高分子材料
¥1750.00

厂家直销上欧牌 ZDLM 电子式电动双座调节阀 进口电子式电动双座调节阀 质量保证
¥2800.00
厂家直销上欧牌 ZDLM 电子式电动套筒调节阀 进口电子式电动套筒调节阀 质量保证
¥2800.00

厂家直销上欧牌 ZDLM 防爆电动套筒调节阀 进口防爆电动套筒调节阀 质量保证
¥2800.00

厂家直销上欧牌 ZDLM-16 智能型电动套筒调节阀 进口智能型电动套筒调节阀 质量保证
¥2800.00

厂家直销上欧牌 ZDLP 电子式电动单座调节阀 进口电子式电动单座调节阀 质量保证
¥2800.00

厂家直销上欧牌 ZDLQ 电子式电动三通合流调节阀 进口电动三通调节球阀 质量保证
¥2800.00
厂家直销上欧牌 ZDLQ/ZDLX 电子式电动三通调节阀 手动电子式电动三通调节阀 质量保证
¥2800.00
厂家直销上欧牌 ST968Y 电动高温高压疏水调节阀 手动高温高压疏水调节阀 质量保证
¥2800.00
厂家直销上欧牌 ST968Y 电动高温高压疏水调节阀 手动高温高压疏水调节阀 质量保证
¥2800.00

厂家直销上欧牌 ZDLX 电动三通调节阀 手动三通调节阀 质量保证
¥2800.00

厂家直销上欧牌 ZHAN精小型 气动薄膜双座调节阀 电动薄膜双座调节阀 质量保证
¥2800.00






-
13777706603
-
0577-67975099

上欧减压阀系列-JB/T6323可调喷嘴减温器
¥ 5811.00 ~ ¥ 5861.00
¥5811.00
2878件可售

询价单发送成功~