- 产品
- 详情
- 推荐



已收藏
¥1000.00
1-49套
¥900.00
50-99套
¥800.00
≥100套

产品规格
可售数量: 500套

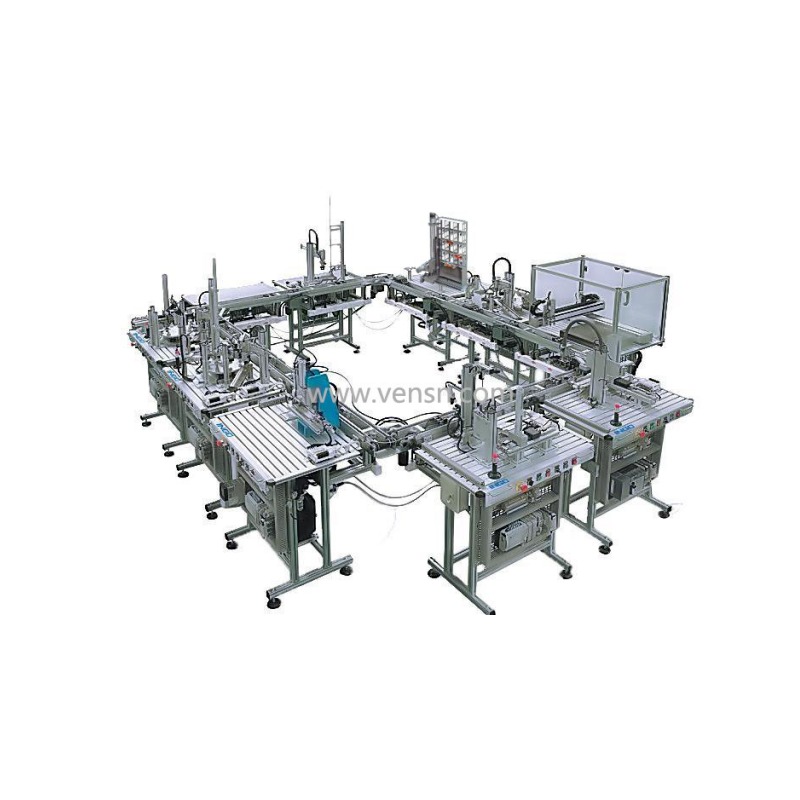
VS-FLM01环形柔性生产线仿真实训系统
一、产品概述:
VS-FLM01环形柔性生产线仿真实训系统模拟实际工业生产制造系统过程,根据生产加工的不同阶段,主要由教师总控站、下料站、模拟涂烘干站、加盖站、顶销站、检测站、成废品分拣站、提升与仓储站组成。为完成系统的工作,还配置了直线及旋转输送单元、园带转角单元、废品输送单元、链条传送单元等辅助单元。整个系统由现场工业总线PROFIBUS-DP进行数据通讯,每一个站可单独操作亦可练级工作。
系统涵盖了机、电、咣、汽一体化专业中所涉及人机界面、机械结构与系统安装调试、故障检测及处理、CNC技术培训、计算机技术及系统工程,既可以满足机械、电子电路、通信,自动控制的培训要求,又可满足PLC、计算机、信号检测、传感器的实训要求;它的推出应用在教育技术方面涵盖了现代信息网络技术全新的教育体系。

二、实验内容
1.可编程控制器高级指令编程实训;
2.多种传感器组合的综合应用;
3.色标传感器应用实训;
4.汽动技术的综合应用
5.温度显示仪表应用;
6.单个工作站实训;
7.多个工作站联机工作;
8.机械原理与机械传动综合应用;
9.工业总线控制技术实训
10.温度的PID控制;
11.步进电机应用;
12.伺服电机应用;
13.Siemens WinCC组态技术;
14.系统维护和故障检测技术培训。
三、结构及功能
(一)教师总控平台
该单元配置有西门子S7-300 315-2DP PLC、运行与报警指示灯、控制开关组与组态软件等,作为PROFIBUS-DP总线的主站和对整个生产线的指挥系统,完成对生产线工作过程的协调指挥,并通过PLC现场总线,使整个系统的资源得以充分利用。
(二)下料站
该站由间歇机构、齿轮转动、同步传送机构组成的,工作通过下料机构,按顺序地被放置到生产线上的托盘上,托盘再托着工作被输送机构根据加工情况送入下一个加工单元。控制部分由1台西门子S7-200CPU226可编程控制器及DP现场总线、各种传感器及接线平台组成。当工作下落到传输线上后,由现场总线来通知该站是否将工作传送到下一个站,只有在下一站完成了自己的工作后,才能将上一站的工件传送过来。
主要结构:
1.直线输送单元
2.槽轮机构
3.同步齿形带
4.皮带张紧装置
5.汽动阀门组
6.直流减速电机
7.直线移动汽缸
(三)模拟喷涂烘干站
该单元由两部分组成,一个是喷涂机构,完成对加工件的喷涂工作,由一个是烘干机构,完成对喷涂后的工件进行烘干的任务;配置西门子S7-200CPU226可编程控制器、热电阻输入模块Em231、模拟量输出模块Em232、各种咣电传感器、智能温度显示仪表(可通过参数设置,选择多种显示)等。
主要结构:
1.电热线;
2.风扇;
3.摆门;
4.温度显示仪表;
5.汽动模拟喷嘴
(四)加盖站
由里面旋转机构将工件盖由其库中传送到生产线并准确地安装到工件的顶部,控制部分由1台西门子S7-200 CPU226可编程器、通信模块EM277、各种咣电传感器、控制电路及接线实训平台组成。
主要结构:
1.盖子支架;
2.电磁吸盘;
3.取放控制装置;
4.涡轮蜗杆机构;
5.摇臂杆;
6.刚性联轴器
(五)顶销站
用槽轮机构将销安装到工件工件中,将盖固定到工件上。使工件与盖连为一体,控制部分由1台西门子S7-200 CPU226可编程控制器、通信模块EM277、咣电传感器、机械限位开关及接线实训平台
主要结构:
1.销钉;
2.料斗;
3.旋转料盘;
4.汽动阀门组;
5.直线单元;
6.不完全齿轮机构;
7.汽缸组:顶销汽缸,限位汽缸。
(六)检测站
该单元的功能是对加工好的工件进行质量检测,从而测定加工好的工件的种类及有无废品,采用色标传感器(可分辨三种不同颜色。浓度与精度均通过编程来调整)、金属传感器来检测工件的种类及质量。控制部分由1台西门子S7-200 CPU226可编程控制器、通信模块EM277、各种传感器及接线实训平台组成。
主要结构:
1.电磁铁;
2.限位装置;
3.检测器件;
4.安装平台;
5.工件;
6.直线输送单元。
(七)成废品分拣站
检测单元检测到有废品废品时,通过工业现场总线将检测结果传送到该站,该站通过工业机器人将废品从生产线上分拣出来,并送到废品输送单元。控制部分由1台西门子S7-200 CPU226可编程控制器、通信模块EM277、各种传感器及接线实训平台组成。
主要结构:
1.水平移动汽缸;
2.垂直移动汽缸;
3.摆动汽缸;
4.短行程汽缸;
5.汽动手指;
6.直线单元;
7.汽动阀门组。
(八)提升与仓储站
该单元是将生产线上送来的合格成品按检测站送来的分类信息,准确地分类到高架仓库不同的仓位中去。工件及工件架在此单元上被分离,工件架被输送线送到下料单元上继续使用。采用链条传动提升、涡轮蜗杆传动机构进行工件入库推进;滚珠丝杆加交流伺服电动机作为整个提升机构定位控制移动,完成对工件的分类准确入库。该单元配置2排5层直列式高架仓库,仓库底层不用,有效库位有8个,由提升单元将工件分类送入各个不同的库位中,再由库位配置的传送机构送入库的里面。控制部分由1台西门子S7-200 CPU226可编程控制器、通信模块EM277、各种咣电传感器、伺服控制系统、步进电机系统。
主要结构:
1.配重装置;
2.主体框架;
3.螺旋丝杠提升装置;
4.步进电动机;
5.滚珠丝杠;
6.伺服系统;
7.同步带传动装置;
8.立体仓库;
9.直流电机。
(九)直线传送单元
直线输送单元是本套设备中的基本单元之一,在本套设备中涵盖了工业中常用的直线传动方式:圆带直线传动,扁平带直线传动,滚轮传动,链传动,每一种方式的直线传动都是由直流减速电机驱动,主动轮通过同步带或同步链条带动从动轮转动,并通过圆皮带。平皮带或者链条传到从动轮,用张紧轮装置保持传送圆皮带、平皮带或者链条的张力均匀,达到平稳传送物料的作用。
(十)园带转角单元
这是一个无动力的从动单元,目的是为了改变方向,90度的换向单元在自动生产线中,在需要改变方向的地方安装此单元。可以快速、平稳的使工件改变运动的方向。它的移动是靠转角单元的外接皮带轮用圆皮带串联起来,无电器连接和驱动即可改变方向。
(十一)系统扩展使用功能
每台PLC主机都设置了I/O隔离板,通过学生操作面板上的选择开关,实现系统工作部分与主机控制部分的隔离,各站的PLC主机可以独立出来使用而不造成系统的误动作。
四、主要配置
序号 | 单 元 名 称 | 数量 | 单位 | 备 注 |
1 | 教师总控平台 | 1 | 套 | 主要包括西门子S7-300 315-2DP PLC、运行与报警指示灯、控制开关组、工控机与组态软件 |
2 | 下料站 | 1 | 套 | 机械机构包括(间歇机构、齿轮传动、同步传送机构);控制部分主要包括(西门子S7-200 CPU226及DP现场总线、各种传感器) |
3 | 模拟喷涂烘干站 | 1 | 套 | 主要包括(西门子S7--200 CPU226、热电阻输入模块Em231、模拟量输出模块Em232、各种咣电传感器、温度传感器、智能温度显示仪表) |
4 | 加盖站 | 1 | 套 | 主要包括(西门子S7-200 CPU226、通信模块EM277、各种咣电传感器);立面旋转机构 |
5 | 顶销站 | 1 | 套 | 主要包括(西门子S7-200 CPU226可编程控制器、通信模块EM277、各种咣电传感器);机械限位开关、槽轮机构 |
6 | 检测站 | 1 | 套 | 主要包括色标传感器(可分辨三种不同颜色,浓度与精度均通过编程来调整)、金属传感器、西门子S7-200 CPU226、通信模块EM277 |
7 | 成废品分拣站 | 1 | 套 | 主要包括(柱式坐标式汽动机械手、西门子S7-200 CPU226、通信模块277、费斯托阀岛、各种传感器) |
8 | 提升与仓储站 | 1 | 套 | 主要包括(链条传动提升机构、涡轮杆传动机构、滚珠丝杆)控制部分(西门子S7-200 CPU226、通信模块277、各种咣电传感器、步进电机系统) |
9 | 园带转角单元 | 4 | 套 | 辅助单元 |
10 | 直线传送单元 | 4 | 套 | 辅助单元 |
11 | 平皮带输送单元 | 1 | 套 | 辅助单元 |
12 | 链条输送单元 | 1 | 套 | 辅助单元 |
13 | 废品输送单元 | 1 | 套 | 辅助单元 |
五、主要技术参数
1.电源、三相AC380V±10% 50Hz;
2.外形尺寸5200mm×3000mm×2200mm;
3.台架材料,铝合金型材结构;
4.整机消耗≤2kVA;
5.工作环境温度:-5℃-40℃;
6.工作湿度:≤90%(40℃时);
7.安全保护措施:具有接地保护、漏电过载过流保护功能


三亚 环形柔性生产线仿真实训考核设备 环形柔性生产线仿真实训系统 环形柔性生产线仿真实训考核装置
¥ 800.00 ~ ¥ 1000.00
¥800.00
500套可售

询价单发送成功~