- 产品
- 详情
- 推荐





收藏
¥1680.00
1-2扇
¥1600.00
≥3扇

产品规格
规格: 3-100m

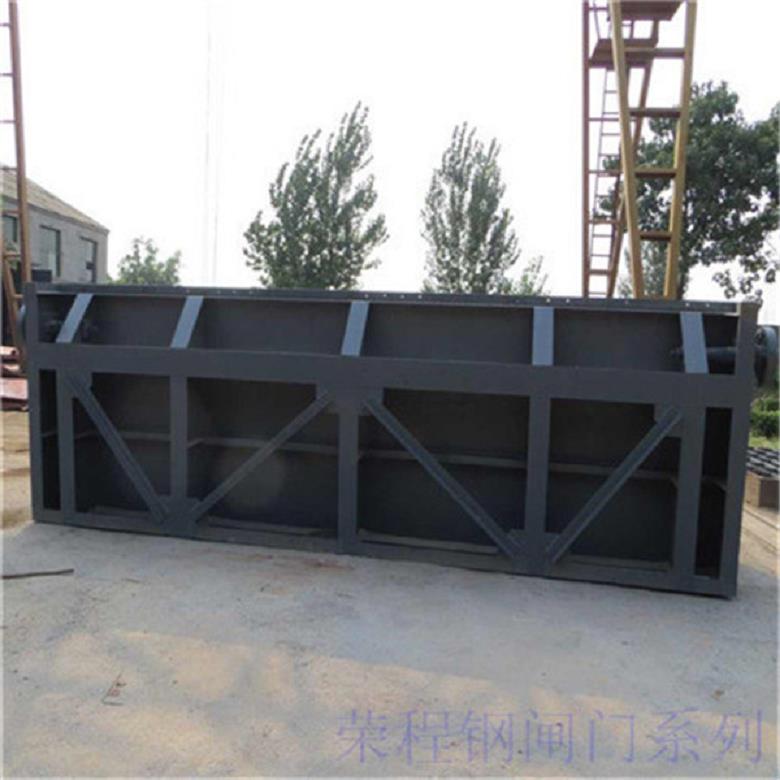
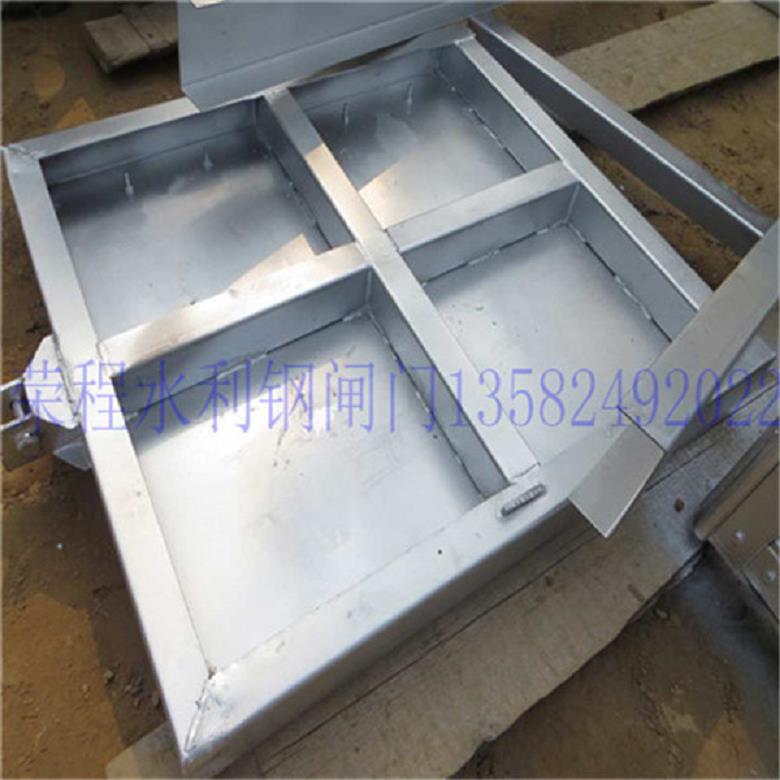
平面闸门挡水面为平面面板的闸门,平面闸门的门叶在门槽内作直线运动以封闭或开放水道。它的制造加工较容易,运行安全可靠,维修方便,广泛用于各种水工建筑物上作为工作闸门、事故闸门和检修闸门。平面闸门自重大,所需启门力亦大,门槽水力学条件较差,因此在高流速的水道上作为工作闸门的使用范围受到限制。平面闸门主要由门叶、埋设构件和启闭设备三部分组成。

钢制闸门安装方法
1、首先测量主、反轨道厚度的尺寸和闸门的厚度尺寸,三者尺寸之和应小于闸槽的预留尺寸,如小于的话可以准备安装,如大于的话要设法找原因解决。
2、看准流水方向和闸门是前止水﹙面板止水﹚还是后止水。

3、测量、寻找吊点线和闸门底止水的位置尺寸,明确闸门的底止水在闸槽的位置。
4、根据闸门底止水在闸槽中的位置,把底坎放入闸槽底部,尽量使底止水在底坎面板的位置,用水平尺测量底坎面的平整度,水平后开始点焊稳固。

5、再按出水口宽度和闸门的厚度,确定主轨的位置用垂线吊直主轨面然后把主轨的钢筋和预埋筋点焊连接稳定。
6、根据出水口尺寸和闸门的宽度放反轨,其方法和稳定主轨方法一样。
7、安装门楣,按出水口的高度为门楣的底部,门楣的面和迎水面的轨道面相平,然后和预埋钢筋点焊连接。
8、都点焊连接住后,再重新测量出水口的宽高和门槽的宽度,如都符合图纸要求的尺寸,就开始焊接稳固;如有不符,调整后焊接稳固。
9、焊接稳固好后,可以顺闸门试装,试装顺利吊起闸门,按二期预留的尺寸支盒子板准备进行灌注混凝土、试装不顺利找出问题,调整好再灌注混凝土。

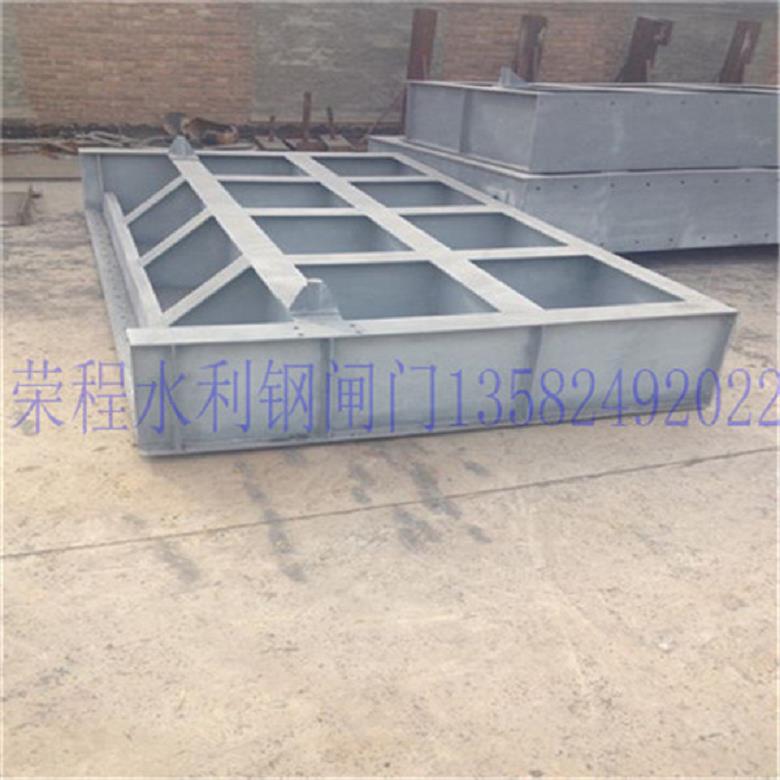
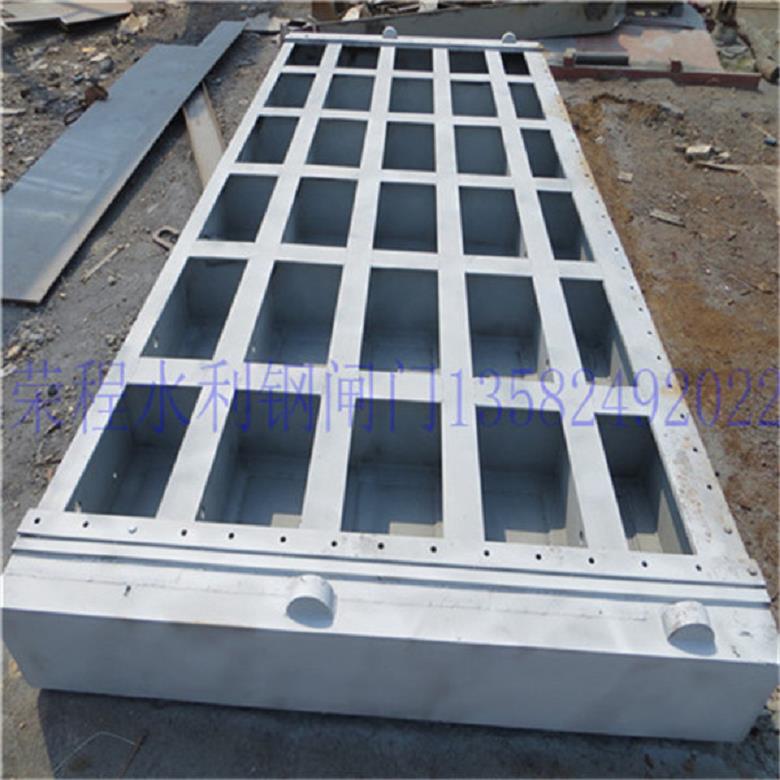
平面闸门的制造工序
1、闸门制作,闸门制造及组装方案根据工程技术文件及图纸定制,
2、施工前,按施工详图和技术规范要求,定制好制造工序流程
平面闸门制造工序流程如下:

放样→划料→面板拼接→顶底梁位置固定→一边梁固定→主梁下翼板腹板固定→另一边梁固定→主梁上翼板固定→B—B剖面纵梁点焊→C—C剖面纵梁点焊→次横梁固定→吊座焊接→加强点焊→背格对称焊接→闸门分块翻身→面板及背面全方位焊接
2、闸门制作工序流程
原材料
1、按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关标准和部颁标准,并附有出厂材料质量证明文件和合格证,我公司质检科按图纸要求对各种材料进行复查,报监理工程师验收后方可施工。

2、对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料放样和下料、门叶放样下料、矫正。

3、按图纸结构制作工艺及工序流程,进行放样,放足一、二类焊缝部件周边刨坡口余量及整体焊接矫正收缩余量,做样板,然后转下道工序划线下料。放样中注意为分块运输而在闸门宽度方向布设的两条纵缝的位置,纵缝所经的面板、主梁、次梁等应错开,且错开均不小于20CM。
4、横梁翼板、纵梁翼板工字钢梁、边梁翼板下料后,矫正平直放翼板与腹板拼装线。
5、横梁腹板、边梁腹板、纵梁腹板、吊点板下料后,矫正平直,转下道工序。
6、小横梁型钢加强筋板等部件下料矫正平直,(按施工图需要加工的部件进行外金加工)。
7、面板及反向翼板下料按拼接工艺进行配料,面板拼接缝与其它任何拼装焊缝,错开不小于200毫米,放足对接坡口、对接后整体角方余量,转下道工序。
8、以上材料件,经检查合格符合图纸及规范要求后,转下道工序拼装。
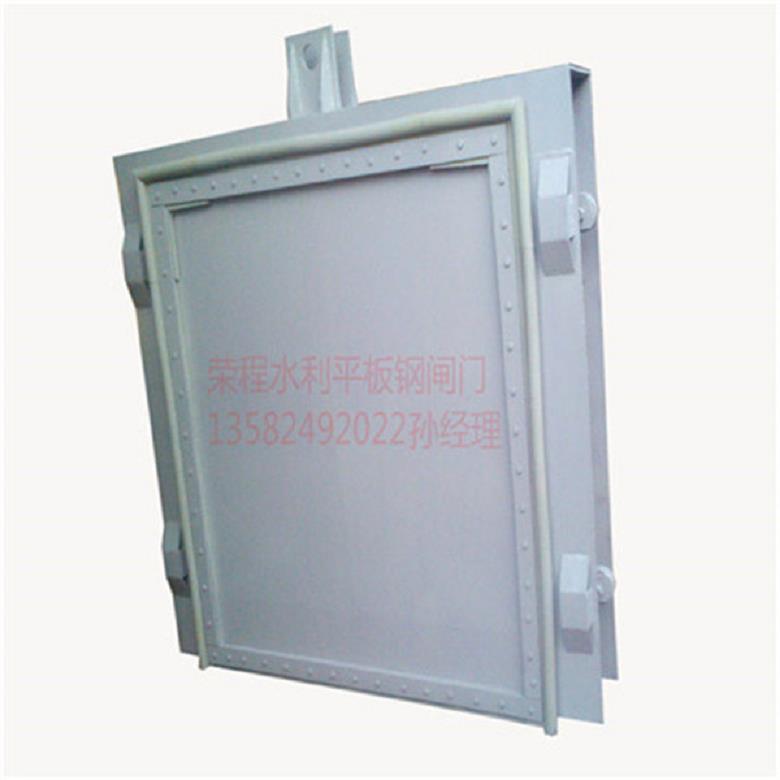
平面钢闸门每米长度的渗水量不 0.03升/秒。 PGZ铸铁拱形闸口是以铸铁为原料制作的一种止水闸口,它具有很强的耐腐蚀功能,止水密封好,设备简略,运用寿命厂等特性。铸铁闸口一般来说是由闸板、闸框、压板、止水销、吊鼻等组成。按结构办法分为:PGZ全体式和组合式两种。闸口在启闭机的作用(手动和电动)下,使闸板在闸框的止水面上上下下滑动,完结敞开和封闭的过水孔口,闭紧止水销可使止水面有用贴合,以确保中水作用,完结杰出的止水意图。每米长度的渗水量不 0.03升/秒。

平面闸门布置紧凑,制造较易,使用安全可靠,维修方便,广泛用于各类水工建筑物及其他场合。至今,在世界各国的工程设施上平面闸门的采用数量仍居 位。水利工程使用的闸门是平面闸门,目前焊接钢闸门已普遍采用,从其设计、制造、安装及运用等诸方面均已达到世界先进水平,可以满足不同客户需要,欢迎采购,平面闸门可以做成铸铁的和钢的,满足不同地方不同客户需要,欢迎采购,可以直接致电也可以扫栏目右侧微信进行咨询洽谈。



















-
13383091757
-
0319-4989308

钢制闸门 智能一体钢闸门 水库钢闸门 精品制造 品类齐全 售后无忧
¥ 1600.00 ~ ¥ 1680.00
¥ 1600.00
100扇可售

询价单发送成功~