- 产品
- 详情
- 推荐








收藏
¥ 6.00
1件起订

产品规格
可售数量: 10998件

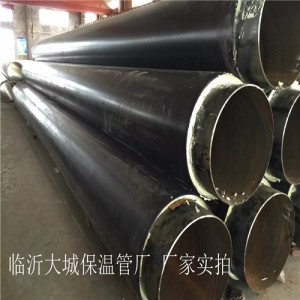
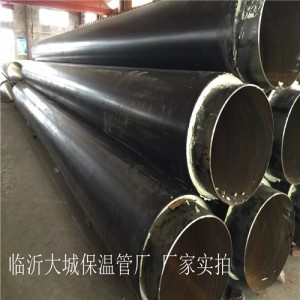
预制直埋保温管技术要求
3.1保温管
(1)管道工作钢管管径DN≤250mm,采用无缝钢管,材质为20#钢,执行标准为GB8163-2008;(2)工作钢管公称直径DN>250mm,采用螺旋焊接钢管,材质为Q235-B,执行标准为GB/T9711.1-2011。螺旋焊接钢管必须采用卷板。钢管壁厚不允许负偏差。
(2)聚乙烯外护管发泡前后外径增大率不大于2%。
(3)预期寿命
保温管应能在135℃下连续工作至少30年,并提供相应老化试验报告,聚氨酯保温层要能耐150℃的瞬时峰值而无碳化和变形,并提供国家认可的检测部门出具的预制型式检测报告。保温管道应具有抗蠕变性能,在30年的使用寿命内,任一点的蠕变变形量不能超过20mm。
(4)剪切强度
保温管 小轴向剪切强度满足下表要求。
测试温度(℃) | 小轴向剪切强度MPa |
23±2 | 0.15 |
140±2 | 0.10 |
(5)保温管任一位置外护管轴线与钢管轴线间的距离小于5mm。
(6)管端
保温管两端头留出200mm裸露的非保温区。螺旋钢管除锈符合《涂装前钢材表面锈蚀等级和除锈等级》合格后,在保温前管端50-1000mm范围内刷无机富锌底漆三遍,漆面厚度不小于0.3mm,管端50mm内作为预留焊接带。
(7)钢管的检查及处理
a.钢管在保温前应根据《石油天然气工业 输送钢管交货技术条件 第1部分:A级钢管》(GB/T9711.1-2011 )要求,对钢管进行尺寸和外观复检。
b.钢管被保温之前,应使其表面符合ISO8501-1中锈度等级A,不带绣斑。钢管外表面除锈采用抛丸处理,除锈等级应符合GB/T8923.1中Sa2 1/2规定。
3.2钢管
螺旋焊缝钢管的质量符合《石油天然气工业 输送钢管交货技术条件 第1部分:A级钢管》GB9711.1 新标准的规定,钢材采用Q-235B,应符合《碳素钢结构》GB700 Q235-B级钢的要求,螺旋焊管选用板材为不低于济钢、鞍钢、宝钢等同类品牌产品,并提供所选用板材证明资料。所采购螺旋焊管的生产厂家必须具备《特种设备生产制造许可证A2级》资质。
制造商必须对钢管焊缝进行超声波连续探伤或X射线探伤,并对钢管逐根进行水压实验,并提供相应证明文件及授权保证书。
螺旋钢管工作压力不低于1.6MPA。
(1)材料要求
材料的化学成分和机械性能应符合《碳素钢结构》GB700-2006的要求。
(2)制造
a.制造工艺
螺旋焊缝钢管应根据《石油天然气工业 输送钢管交货技术条件 第1部分:A级钢管》GB/T9711.1新标准的规定进行制造,类型应为螺旋缝双面自动埋弧焊钢管。钢管采用热轧钢板做管坯,经常温螺旋成型。用于制造钢管的钢板宽度不得小于钢管外径的0.8倍。在一根(12米)钢管中,不允许有制管钢板对头焊缝。
b.质量及要求
钢管的径向错边不应大于1.6mm。
钢管焊缝内外焊道熔透深度不得小于1.5mm,内外焊道中心偏差不应大于3.0mm。
焊缝附近100mm范围内,钢管圆弧的径向偏差不得大于1.6mm
c.允许的尺寸误差
钢管外径
供货钢管管端100mm长度范围外径极限偏差为±1.5mm,其余部分圆大偏差为1%D。钢管外径用周长法测量。(457以下正负0.75%,917以下正负1%)
钢管壁厚
钢管的壁厚偏差为0%/+5%。
d.管端
管端应符合《石油天然气工业 输送钢管交货技术条件 第1部分:A级钢管》GB/T9711.1-2011的要求。所有钢管管端的内外棱边上不得有毛刺。
管端应根据《石油天然气工业输送钢管交货技术条件 第1部分:A级钢管》GB/T9711.1-2011做坡口,距管端100mm长度范围内将内焊缝磨平管端应无毛刺。坡口的型式为V型,管端应在工厂进行消磁处理。
管端面应垂直于钢管轴线,极限偏差不得大于2.0mm。
钢管管端100mm范围内椭圆度不得超过3mm。

e.管道长度
螺旋焊缝钢管直埋成品管单根交货长度12m,长度偏差为-20/+50mm。
(3)破坏性试验
化学和机械性能的测试应根据《石油天然气工业 输送钢管交货技术条件 第1部分:A级钢管》GB/T9711.1新标准规定进行,管道必须根据尺寸和熔炼批分测试组。
测试结果必须符合《碳素钢结构》GB700的要求。
(4)非破坏性测试及检查
a.静水压试验
每段钢管都应在规定压力下做静水压试验。
钢管试验压力应使管壁上产生母材 小屈服强度的90%的环向应力。 试验压力应维持至少20秒钟,管子不得有泄漏和残余变形。
试验结果应自动记录。
b.焊缝检查作为制造工艺的一部分,所有焊缝必须做超声波检查或射线检验。
c.管端检查
管端在做完坡口后应1地做超声波检验。
检查应在离管端100mm宽的区域内进行。
d.外观检查
所有钢管应进行外观检查,对有缺陷的钢管应采用自动或半自动埋弧焊或手工焊方法进行修补,修补前应将缺陷清除干净。
3.3聚乙烯保护层
项目 | 单位 | 参照标准 | 指标 |
密度 | Kg/m³ | GB/T 29047-2012 | ≥940 |
炭黑含量 | % | GB/T 29047-2012 | 2.5±0.5 |
拉伸屈服强度 | MPa | GB/T 29047-2012 | ≥19 |
断裂伸长率 | % | GB/T 29047-2012 | ≥350 |
纵向回缩率 | % | GB/T 29047-2012 | ≤3 |
长期机械性能 | h | GB/T 29047-2012 | ≥2000 |
3.4聚氨酯硬质泡沫塑料保温层
聚氨酯硬质泡沫塑料保温层应满足《高密度聚乙烯外护管聚氨脂泡沫塑料预制直埋保温管及管件》GB/T29047-2012标准的要求。聚氨酯泡沫塑料保温层应使用不含氟利昂的发泡剂,应在预制保温管制造完成后得到验证,应提供聚氨酯泡沫的原材料类型、型号及各项技术指标的检测报告,。
(1)聚氨酯保温层材料性能指标:
项目 | 单位 | 参照标准 | 性能要求 |
任意位置密度 | Kg/m³ | GB/T 29047-2012 | ≥60 |
径向压缩强度 | MPa | GB/T 29047-2012 | ≥0.3 |
高温吸水率 | % | GB/T 29047-2012 | ≤10 |
闭孔率 | % | GB/T 29047-2012 | ≥88 |
导热系数 | W/m·k | GB/T 29047-2012 | ≤0.033 |
(2)聚氨酯保温层与钢管、高密度聚乙烯之间必须粘结在一起形成一个牢固的整体,外套管内壁应进行电晕处理,并有应力释放工艺。常温下轴向剪切强度应大于0.12N/mm2,切向剪切强度应大于0.2N/mm2。
4、调试
保温管正式生产前,应由买方、保温管制造商、聚氨酯原料提供商各方技术人员参加在保温管生产厂对保温管的生产设备、生产工艺及原料配方进行调试,调试结果应出具调试报告。
调试成功后保温管进行检验,检验合格后方可进行批量生产。
5、试验
直埋预制保温管的所有试验应符合《高密度聚乙烯外护管聚氨脂泡沫塑料预制直埋保温管及管件》GB/T29047-2012的要求。
卖方应对保温管进行试验,并提供有关的证明,详细的试验报告和试验设备的说明。进行试验时,买方应有专人在场进行监督确认,所有的试验报告应提交给买方

















-
13583999796
-
0539-8373261

聚乙烯保温层 山东大城聚乙烯外护管厂家 预制直埋保温管菏泽市规格
¥ 6.00
¥6.00
10998件可售

询价单发送成功~