- 产品
- 详情
- 推荐





收藏
¥85000.00
1-4台
¥80000.00
≥5台

产品规格
可售数量: 10台

相贯线切割机使用技巧_圆管相贯线切割机注意事项-凯斯锐
相贯线切割机使用技巧
1、切割应从边缘开始尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动等离子弧。
2、减少不必要的“起弧(或导弧)”时间起弧时喷嘴和电极的消耗都非常快,在开始前,应将割炬放在切割金属行走距离内。
3、喷嘴不要过载使用让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。
4、采用合理的切距按照使用说明书的要求,采用合理的切距,切距即切割喷嘴与工件表面的距离,当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的高度。
5、穿孔厚度应在机器系统的允许范围内切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。
相贯线切割机操作注意事项:
1、每2个月打开外壳进行除尘。
2、保证主机进线3厢电平衡,切勿出现缺厢或者压差过大。
3、保证良好的钢板接地,钢板到地的电阻不大于3欧姆。
4、保持正极接地夹与被切割管材之间保持良好的导电性。
5、保证足够的气体压力和流量,压力在正常切割时不低于9公斤(机载式电源不低于6公斤),注意以气体到等离子主机的距离为准。
6、切割时尽量按照切割表参数设置,例如弧压值、切割高度、穿孔高度等。
7、尽量不要长时间悬空起弧及穿孔,以提高易损件使用寿命。
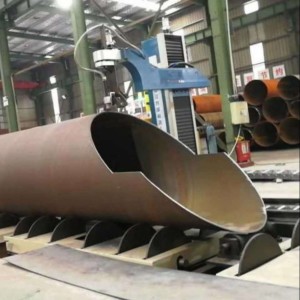
8、当临时不使用等离子切割时,请在停机前保证主机足够的散热,以主机内风扇噪音减小为准。(图1)
圆管相贯线切割机保养与使用
1、正确地装配割炬
正确、仔细地安装割炬,确保所有零件配合良好,确保气体及冷却气流通。安装将所有的部件放在干净的绒布上,避免脏物粘到部件上。
2、消耗件在完全损坏前要及时更换
消耗件不要用完全损坏后再更换,因为严重磨损的电极、喷咀和涡流环将产生不可控制的等离子弧,极易造成割炬的严重损坏。所以当次发现切割质量下降时,就应该及时检查消耗件。
3、清洗割炬的连接螺纹
在更换消耗件或日常维修检查时,一定要保证割炬内、外螺纹清洁,如有必要,应清洗或修复连接螺纹。
4.清洗电极和喷咀的接触面
在很多割炬中,喷咀和电极的接触面是带电的接触面,如果这些接触面有脏物,割炬则不能正常工作。
5、每天检查气体和冷却气
每天检查气体和冷却气流的流动和压力,如果发现流动不充分或有泄漏,应立即停机排队故障。
6、避免割炬碰撞损坏
为了避免割炬碰撞损坏,应该正确地编程避免系统超限行走,安装防撞装置能有效地避免碰撞时割炬的损坏。
7、常见的割炬损坏原因
A、割炬碰撞。
B、由于消耗件损坏造成破坏性的等离子弧。
C、脏物引起的破坏性等离子弧。
D、松动的零部件引起的破坏性等离子弧。























相贯线切割机使用技巧_圆管相贯线切割机- 自动切管机 凯斯锐
¥ 80000.00 ~ ¥ 85000.00
¥80000.00
10台可售

询价单发送成功~