- 产品
- 详情
- 推荐





收藏
¥210.00
10-99千克
¥205.00
≥100千克

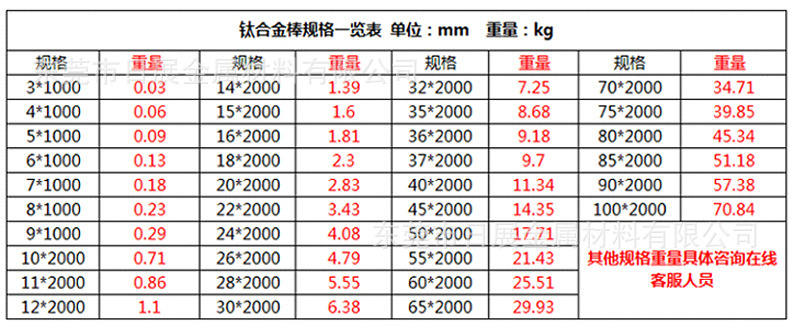
产品规格
可售数量: 52130千克






钛合金的切削
切削特点 钛合金的硬度大于HB350时切削加工特别困难,小于HB300时则容易出现粘刀现象,也难于切削。但钛合金的硬度只是难于切削加工的一个方面,关键在于钛合金本身化学、物理、力学性能间的综合对其切削加工性的影响。钛合金有如下切削特点: (1)变形系数小:这是钛合金切削加工的显著特点,变形系数小于或接近于1。切屑在前刀面上滑动摩擦的路程大大增大,加速刀具磨损。
(2)切削温度高:由于钛合金的导热系数很小(只相当于45号钢的1/5~1/7),切屑与前刀面的接触长度极短,切削时产生的热不易传出,集中在切削区和切削刃附近的较小范围内,切削温度很高。在相同的切削条件下,切削温度可比切削45号钢时高出一倍以上。
(3)单位面积上的切削力大:主切削力比切钢时约小20%,由于切屑与前刀面的接触长度极短,单位接触面积上的切削力大大增加,容易造成崩刃。同时,由于钛合金的弹性模量小,加工时在径向力作用下容易产生弯曲变形,引起振动,加大刀具磨损并影响零件的精度。因此,要求工艺系统应具有较好的刚性。
(4)冷硬现象严重:由于钛的化学活性大,在高的切削温度下,很容易吸收空气中的氧和氮形成硬而脆的外皮;同时切削过程中的塑性变形也会造成表面硬化。冷硬现象不仅会降低零件的疲劳强度,而且能加剧刀具磨损,是切削钛合金时的一个很重要特点。
(5)刀具易磨损:毛坯经过冲压、锻造、热轧等方法加工后,形成硬而脆的不均匀外皮,极易造成崩刃现象,使得切除硬皮成为钛合金加工中好困难的工序。另外,由于钛合金对刀具材料的化学亲和性强,在切削温度高和单位面积上切削力大的条件下,刀具很容易产生粘结磨损。车削钛合金时,有时前刀面的磨损甚至比后刀面更为严重;进给量f<0 1="" mm="" r="" f="">0.2 mm/r时,前刀面将出现磨损;用硬质合金刀具精车和半精车时,后刀面的磨损以VBmax<0.4 mm较合适。











原装出库5J14140热双金属带FPA 721-140记忆复合材料 FPA721-12热敏温控记忆金属
¥275.00

热双金属热敏片5J1480 5J1580双金属 FPA223-80热双金属片 5J0756热双金属热敏感性 加工圆片
¥195.00

镍铜6J40康铜棒6J40康铜带材6J40线材6J40分流器材料 化学成分及性能
¥375.00

锰铜合金6J13 康铜6J8精密合金丝 6J12锰铜合金棒 6J13电阻合金卷板
¥275.00

厂家直销Cr20Ni80镍铬合金板 2080镍铬合金带材2080合金板
¥315.00

电阻合金6J20精密合金镍铬6j20棒 电阻合金6J20带 化学成分 力学性能 镍铬合金
¥275.00


-
18128579606
-
0769-85079760
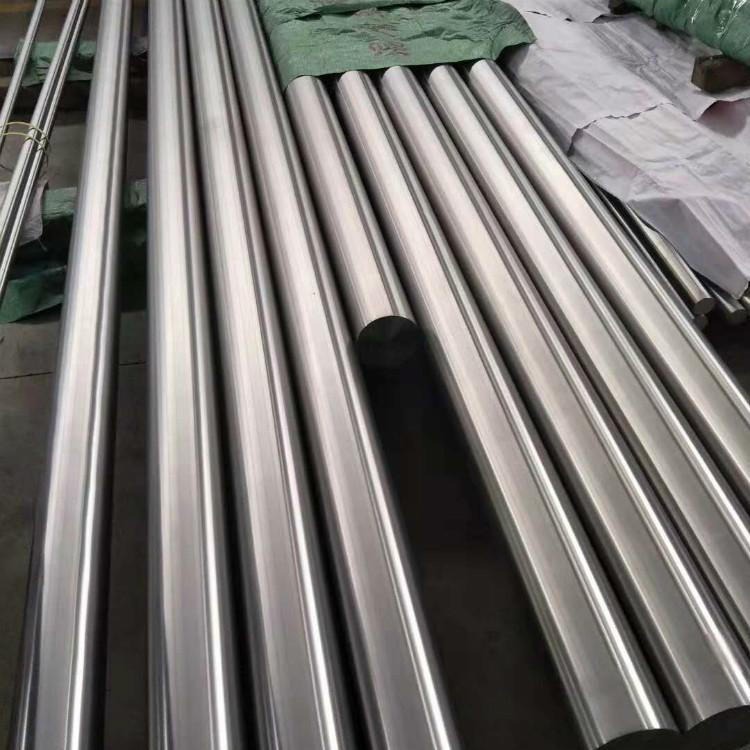
耐腐蚀钛合金BT22 进口钛合金BT22耐磨价格
¥ 205.00 ~ ¥ 210.00
¥205.00
52130千克可售

询价单发送成功~