- 产品
- 详情
- 推荐





收藏
¥ 79.80万
1台起订

产品规格
可售数量: 10台

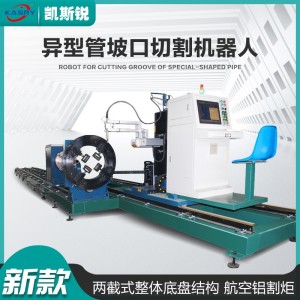
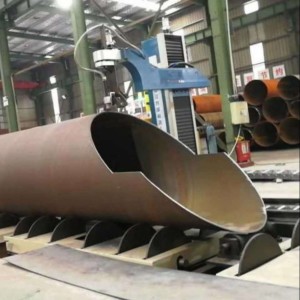
钢管切割机 数控等离子切割圆管方管 无毛边 相贯线切割机 凯斯锐
等离子或/和火焰切割; 2.3-6轴控制轴数;原装进口工控机数控控制; 3.触摸屏人机界面、较高的定位和行走精度; 4.驱动系统标配为卡盘+滚床式;2排包不锈钢大滚轮;内V型辊轮物流输送系统。 5.切割坡口艺术家 6.卡盘驱动、滚床支撑、辊道输送 7.CNC数控定长、相贯线切割 8.卡盘+滚床组合型结构 9.流水线、多工艺、大批量、精度切割 10等离子坡口切割、切割坡口一次成型工艺。上料方便,不需要人工调整滚轮的距离,人工将管材吊放在滚轮托架上即可自动定心,然后升降式主轴箱升降完成管材中心的调整,夹紧后配合和切割小车进行相贯线切割。
为避免缺陷的产生可采用如下方法:
1、采用引燃棒。其方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切入,引燃棒将引导割具火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面。
引燃棒可采用切割下来的边角料代替。此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率。引燃棒在切割特厚钢板中较为实用。
2、采用圆弧进刀增加引入线长度,避免直接切入点。此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。




















钢管切割机 数控等离子切割圆管方管 无毛边 相贯线切割机 凯斯锐
¥ 79.80万
¥79.80万
10台可售

询价单发送成功~