- 产品
- 详情
- 推荐





收藏
¥ 12.13万
1台起订

产品规格
可售数量: 54台

现状分析

现状分析:
高炉冶炼生铁成产中一个关键备件就是送风风口,高炉风口工作环境严峻,它处在2000℃以上的高温炉缸内,承受高温区的 和对流热冲击,风口前端受到1500℃左右的液态渣铁和高速循环运动的炽热物料的冲刷,这些不利因素都加剧了风口的破损。由于高炉风口属连续工作而且无法在使用中检修更换的设备,一旦破损,通常需要临时休风更换,从而生铁产量、质量和焦比带来不利的影响。
因此,风口的表面强化处理是延长风口寿命的有效措施。
产品实拍

产品说明:自动化堆焊效果

产品说明:自动化堆焊效果
工艺对比
焊接工艺
小稀释率(%)
送粉量(Kg/h)
薄厚度(1层/mm)
焊接材料
PTA
5
12
0.25
粉末
TIG
15
2.5
2.5
棒材
火焰堆焊
1
1.8
1.2
粉末、棒材
气保焊
20~30
6~10
3~4
线材


堆焊工艺介绍
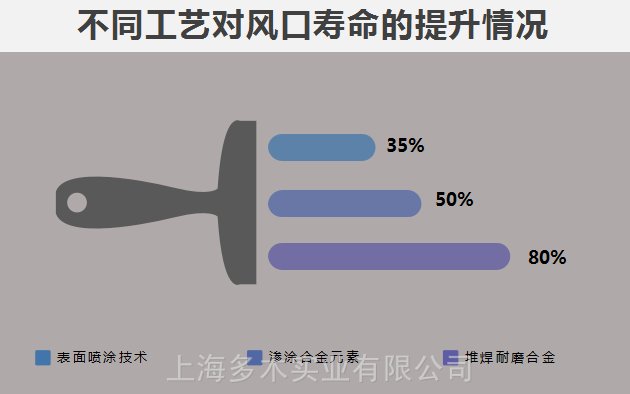
1.表面喷涂技术:简单来说就是在风口端部内外表面喷涂一 等离子喷涂。效果是十分的,经过喷涂的风口寿命都得到了一定程度的提高,但是喷涂是粉末溶化后高速气流击打到工件表面,机械结合加微冶金,这就导致了它的结合强度较低,易脱落,且喷涂过程中材料的利用率较低。
2.渗涂金属元素:此是在不改变风口和材质以及不提高冷却水压力条件下,利用改变其表面组织结构和物理化学性能来满足风口的、的等工艺性能,但是却导致金属原子在铜晶格中不断扩散,会是风口的导热能力逐渐降低。
3.堆焊合金粉末:与表面喷涂类似,都是利用了合金粉末或其他材料的性能,不同的是,堆焊是以火焰、电弧、等离子弧等热源使熔覆金属(合金粉末)和母材(风口)之间达到冶金结合,结合强度高,合金粉末的利用率较喷涂工艺大大提升。
工艺流程
焊前预热 —— 工件装卡 —— 表面清理 —— 焊中恒温 —— 自动化堆焊 —— 焊后处理 —— 工件拆卸
















-
13120669521
-
021-66080902

小套高炉风口表面强化设备 等离子堆焊机 上海多木DML-V03BD 优惠出售
¥ 12.13万
¥12.13万
54台可售

询价单发送成功~