- 产品
- 详情
- 推荐





收藏
¥ 4000.00
1吨起订

产品规格
规格: 0.5*1250*2500 0.8*1250*2500 1.0*1250*2500 1.2*1250*2500 1.5*1250*2500 3-300mm 定金

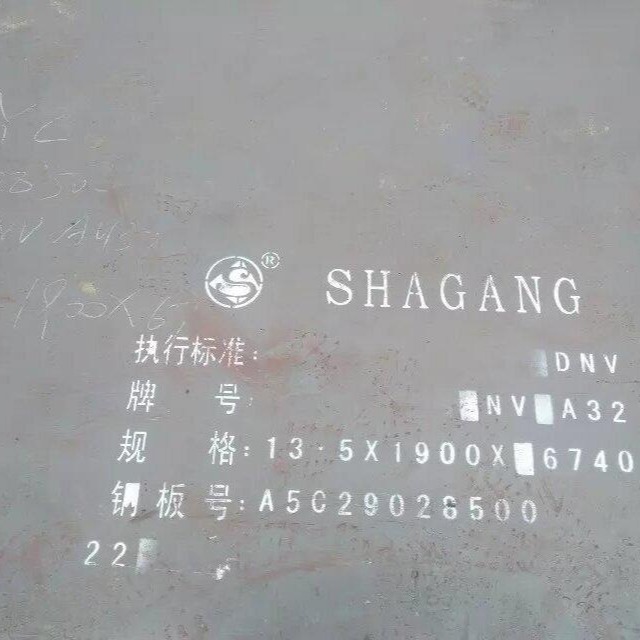
船板AH32 AH36高强度船板特厚钢板切割下料
提供特宽特厚超宽超厚超长钢板切割销售A3-45#-16MN零割-Q235B-Q345B-Q245R-Q345R-16锰-45号-35#-50#钢板零割)宝钢、沙钢、鞍钢、舞钢、兴澄、长达、湘钢、营口等钢厂的特宽特厚钢板切割-超宽超厚钢板销售及零割加工
承接机械配套机加工,主营Q235B、Q345B、45#钢等材质的钢板切割与加工。可按客户图纸要求进行钢板切割异型件、切割法兰圆盘毛坯件、仿形件。钢板外协加工各类机械零部件、模具钢、轴承座、齿、钢结构及焊接预埋件、起重及升降钢板配重块。钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。
特厚钢板的切割及深加工业务中能大量替代锻、铸件。有效的减少了在制造大型机械设备配件、齿轮箱、轧机牌坊,轴承座方面的加工量,同时为广大厂家减少钢板加工零部件的工序和加工成本。钢板销售及零割配送至山东省济南-青岛-泰安-烟台等城市,江苏省南京-无锡-徐州-江阴-常州-南通-昆山-常熟-苏州等城市,辽宁省沈阳-大连-营口等城市,浙江省-杭州-嘉兴-湖州-宁波-建德等城市,河北省-武汉-黄石-十堰等城市,以及北京-天津-上海等地区。
全国日产粗钢285.15万吨,环比下降0.78%。6月23日,唐山市 发布限产文件,要求6月24日至7月31日,唐山大部分钢企烧结、高炉、转炉限产50%以上,少部分钢企限产20%。同时,由于废钢用量大幅增加,对铁矿石的需求有所减弱,再加上国产矿的增加,后期偏紧的预期将明显降低,市场难以支撑铁矿石价格持续维持高位水平。其次,进口矿港存小幅下降,环比降幅收窄。6月末,全国进口铁矿石港口库存量为1.16亿吨,环比下降833万吨,降幅为6.72%,虽环比继续下降,但降幅较上月收窄0.94个百分点。随着铁矿石发运量的增加,后期港口库存有望止跌回升,市场供需状况将有所好转。铁矿石价格的大幅上涨,严重挤压了钢铁企业效。无锡标之龙金属制品有限公司为沙钢板材华东地区一级代理商。同时代理舞钢宽厚板、长达及兆顺钢厂中厚板.低合金板威拓及威拓业务。年销售板材20万余吨、公司下设“无锡标之龙金属制品有限公司--加工部、运输部、仓储部等
钢板价格 钢板加工厂 钢板切割厂 钢板供应商
加工材质Q235B/A3/Q345B/45#/16MN/S45C/SS400/Q245R/Q345R/20#/45号
加工厚度:10mm/20mm/30mm/40mm/50mm/60mm/70mm/80mm/90mm/ 100mm/110mm/120mm/130mm/140mm/150mm/160mm/170mm/180mm/190mm /200mm/210mm/220mm/230mm/240mm/250mm/260mm270mm/ 280mm/290mm/300mm/310mm/320mm/330mm/340mm/350mm/360mm370mm /380mm390mm/400mm/500mm
在厚钢板切割中,温度是从上表面向下递减的。切割开始时,氧气压力逐渐增加, 后在钢板厚度方向达到一致。这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,
为避免缺陷的产生可采用如下方法:
① 采用圆弧进刀增加引入线长度,避免直接切入点。此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
②采用引燃棒。其方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切入,引燃棒将引导割具火焰至钢板底部,使钢板上下燃烧速度达到一致,得到 切割段面。引燃棒可采用切割下来的边角料代替。此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率。引燃棒在切割特厚钢板中较为实用。
二、锻件切割中应注意的要点
由于锻件表层氧化皮较厚,再加上氧化皮燃点高于熔点,所以在切割中容易出现切割中断现象,造成切割质量下降和工效降低。为此在锻件切割时,应首先去除切割区域中上下表面的氧化皮后再切割,以提高切割速度和切割质量。
三、轧制方坯冷床齿板切割中防变形的要点
齿板排料如图2所示。齿板总长8m、宽0.4m、厚40mm,属于长宽比较大的细长条形切割成品工件。在切割中如何控制工件变形是非常重要的,如按常规安排切割路线会造成工件变形和超差,即使整形也很难达到尺寸要求, 终将会使产品报废。因此合理地安排气割路线是非常关键的:将切入点设在A处,离头部30~40mm左右,产生一钩部,阻止变形。件1从A部切入,采用逆时针行走切割,使工件与母材逐渐脱离,件2和件3的切割方式同件1。下一步应切割件6,将切入点设在B处,采用逆时针方式切割,此时由于母材较宽,件6变形较小。 后再切割件5和件4,件5的变形由件6和未切割的件4制约住,件4的变形由两边已切割好的工件制约住,这样就能保证切割出的工件合格。
四、提高切割面质量的经验
提高氧气和乙炔的品质是获得高质量切割面的根本保证。当采用含量为99%的瓶装氧气及乙炔发生器中产生的乙炔进行数控火焰切割时,切割面质量较低,表现为表面粗糙,常产生切口上缘熔化和严重挂渣以及不连续切割等现象。对于6mm-30mm厚的钢板,其切割速度只能达到标准的60%-90%;而对30m
m以上厚的钢板,其切割速度仅为标准的20%-60%。
当采用纯度可达99.
5%以上的液态氧切割时,由于压力稳定,切割面质量明显地提高了,其挂渣极少,切割速度大大提高。当采用瓶装乙炔集中供气后,因其纯度高、压力稳定,不再出现不连续切割现象。在切割厚板时采用了增大氧气压力的办法(增大压力为0.
1MP-0. 3 M P
a),保证了厚板的顺利切割和切割面的垂直度,在一定程度上提高了切割面质量。另外,钢板表面的锈蚀及割嘴的通气流畅程度对切割的连续进行也有较大的影响。为此,进厂钢板不宜露天堆放,切割前应进行抛丸处理。对割嘴要正确使用和经常清理。
五、减少切割变形的措施
严重的切割变形将使零件尺寸超差,影响后序装对焊接,甚至造成报废。因此,为了减小切割变形,提高切割零件的尺寸精度,采用了以下措施:
1、编程时选择合理的切割顺序、切割方向和切割起点。在进行多零件套切下料时应遵循“先切小零件,再切大零件;先切孔,再切外形”的原则。在切割时应根据零件的外形及在钢板上排放的位置,分析零件的切割变形趋势,确定出合理的起点及切割方向。





















-
18914256858
-
0510-80238581
船板AH32 AH36高强度船板特厚钢板切割下料
¥ 4000.00
¥ 4000.00
1000吨可售
¥ 4000.00
1000吨可售
¥ 4000.00
1000吨可售
¥ 4000.00
1000吨可售
¥ 4000.00
1000吨可售
¥ 4000.00
1000吨可售
¥ 4000.00
1000吨可售

询价单发送成功~