- 产品
- 详情
- 推荐









收藏
¥18.00万
1-2台
¥15.00万
≥3台

产品规格
可售数量: 30台


马桶坐便摩擦熔接机 江苏车灯摩擦机 汽车挡泥板振动摩擦机 尼龙加玻纤塑胶摩擦机 XY-欣宇厂家批发
XY-30线性振动摩擦焊接机是专用于焊接大型或不规则形状热塑性工件的塑料焊接设备。该设备可以焊接
1200mm长520mm宽的大型塑料工件及多种较小尺寸塑料工件。30配备数字振动变频功率源,具有自动谐振和频率自动追踪调整功率功能。
本机使用便于操作的触摸屏控制显示及专用控制软件。溶接强度高,品质好,多用于大型汽车零部件、塑胶产品、家用电器、办公自动化零件业。
整机尺寸:宽1240mm长2204mm高2204mm
上模具重量:5-30kg
驱动板尺寸:宽420mm长760mm


设备特点
使用高频率,摩擦效果好自动保持振幅恒定
可控制输出功率
焊接模式设定:深度、时间自动谐振功能
多阶段熔接
易于操作的触控显屏多种语言界面
储存操作条件替换治具方便装有隔音装置
技术参数
整机尺寸
宽 1240mm 长 2204mm 高2240mm
上模具重量
5-30KG
驱动板尺寸
宽 420mm 长 760mm
焊接面积
100c ㎡
振幅
0.1-1.8mm
振动频率
220-260HZ
负载振动输出
15KW
电压
AC380V,3 相
输入容量
23KVA
系统控制
PLC 西门子
触摸屏
西门子
焊接方式
时间模式 深度模式
储存结果
80 个
焊接结果分析
合格,不合格
多阶段压力控制
环境温度
0-50℃
台面行程
500mm
焊接方式
时间模式 深度模式
台面移动速度
250mm/s( )
台面压力
50-1500kg
安全门开启空间
宽 1150mm 高 790mm
总机重量
3700kg
液压泵
台湾油研
气动原件
FESTO
电子原件
施耐德














机器配模具可享配机模具的优惠哦!
1、引言
线性振动摩擦焊接是基于摩擦焊的原理而新开发的一种焊接技术。适于精密熔接尺寸较大、形状特殊、难熔材质的产品。振动摩擦焊不受热塑材料的影响,由于它不使用另外的连接件或结合剂就能将各式各样的热塑性零件按工艺焊接起来,提高了产品的质量,降低了企业的成本、减少了环境污染。其优质、 、低耗环保的突出优点,适应了企业大规模自动化生产的需求。
2、线性振动摩擦焊接原理
使两个压紧在一起的塑料焊件,保持一定的工作压力,振动其中的一个,使其相对另一个做往复位移运动,通过接触面之间、分子间的摩擦,使结合处温度剧升。当温度高到足以使塑料熔化时,使其在固定压力下固化,形成均匀的焊接。两个被焊接的零件必须是相同的热塑料材料,不同材料间的焊接质量不是很好。图1为振动摩擦焊接原理图
图1 振动摩擦焊接原理图
摩擦压力和往复运动频率是影响振动摩擦焊接质量的主要因素。当摩擦压力和往复运动频率增加时,焊接热量输入也随之显著增加。由于材料变形的局部性和不均匀性,压力过大则会影响焊接件往复运动的稳定性,同时也会增加塑性焊接件的流出量,使飞边增大,因此,不能采用太大的压力值。在保证运动平稳的条件下,提高往复运动的频率是增加热输入和提高焊缝质量有效的方法。摩擦时间也是线性摩擦焊接过程中的一个重要参数,但延长摩擦时间不是增加热量输入的有效方法。因为热传导、对流及高温塑性焊接件的挤出等因素的存在,使得焊接过程中存在一热输入热输出的平衡点。在热平衡之前,增加摩擦时间对增加热输入有效,而在热平衡点之后,增加摩擦时间对热输入作用不大。因此以焊接深度的大小为焊接结束的标准较为可靠。
3、设备工作过程及结构
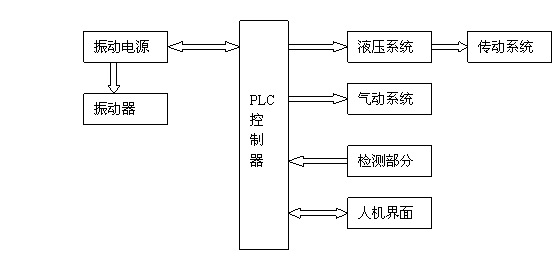
两个被焊零件中一个安装在升降台的固定夹具上,另一个安装在和振动器相连的夹具上。升降台启动,做垂直升降运动,由液压系统提供动力并控制工作压力。两个焊接件由升降台压紧在一起,在受压的状态下,振动电源驱动振动器振动,使两个焊接件间产生摩擦热,经过几秒后将两件焊接在一起。停止振动保持压力,熔化的焊接件在压力下短时间内被冷却下来并固化。后升降台下降并回到卸荷的初始等待位置。本系统由PLC控制器、振动电源、振动器、液压系统、气动系统、人机界面、检测部分等7个主要部分构成。控制系统结构如图2所示。
图2 控制系统结构示意图
振动电源采用德国VECTRON公司的VCB400-010型频率转换器。它能将频率为50Hz交流电能转换成频率为100Hz~250 Hz的高频电能。具有频率设置、自动调谐、信号反馈、故障报警、振幅设置和检测等功能。
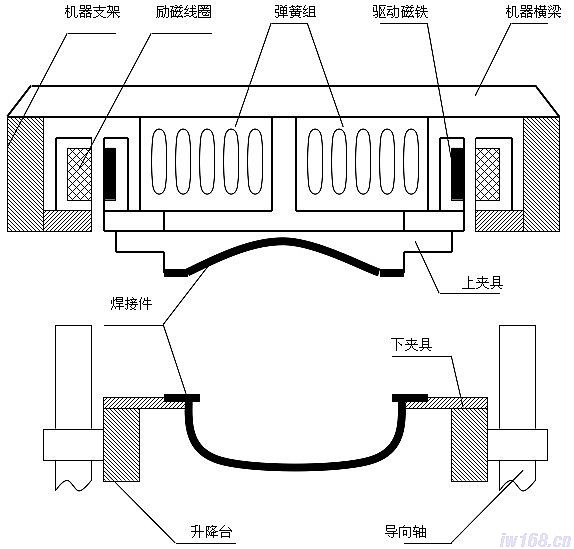
振动器是将振动能量源提供的高频电能转换成双向线形的机械振动。它被安装在机器框架的高强度橡胶垫上,由铸铁框架、弹簧组、两个励磁线圈和一组驱动磁铁。弹簧是悬臂式的束状弹簧,有整块高强度的合金加工成的。弹簧的一端与机器框架固定,另一端与夹具相连。振动电源向激励线圈以一定频率交替输入电能,使振动器振动,振动频率和弹簧质量和刚度有关。如果施加的电能频率和系统的共振频率相同,能量消耗为小。振动器的结构如图3所示。对应不同的夹具,振动器系统有不同的共振频率。这个共振频率是由振动器上的弹簧刚度和连接在弹簧上部件重量决定的。振动器的型号为:VW-2,振动频率在100Hz~250 Hz之间,振动位移幅度在0~1.8mm之间。
图3 振动器的结构示意图
液压系统的主要功能是通过液压缸的驱动力,驱动工作台做垂直升降运动,给被焊接塑料件提供焊接压力,使两个塑料件能稳定的压在一起。液压站为TOKIMEC公司制作,液压缸为PARKER公司制作。
传动系统由升降台、两根导向轴、四个直线轴承和液压缸构成。升降台上装有下夹具。升降台的运动位置及速度由安装在框架上的三个位置传感器确定。该三个位置传感器按高度方向布置为上、中、下三处。下面的位置传感器为升降台的初始工作位置,中间的位置传感器用来降低升降台的运动速度,升降台升到该位置时降低运动速度,使上下夹具可以慢慢合拢。
上面的位置传感器为焊接开始位置。焊接过程完成后,升降台以快速下降到初始位置。
气动系统由开关阀、气动三联体、三位五通阀、2节流阀、、汽缸、负压发生器等构成。主要用来驱动安全门的开关运动,焊接工件的定位夹紧。
检测部分包括各种接近开关、光电开关、行程开关、位移开关,这些开关起到焊接工件的定位、操作者保护以及焊接深度检测等作用。
人机界面在控制系统中起设定工作参数,显示各种信息和结果的作用。机器的操作都将通过人机界面来实现。它有以下工作界面供操作者使用: 1)、自动模式界面:进行自动化操作。2)、手动模式界面:进行手工分步操作。3)、自动调谐界面:自动地寻找夹具的工作频率。4)、手动调谐界面:手动寻找夹具的工作频率。5)、参数设定界面:用以设定焊接时间、工作深度、振幅和压力等参数,存储和调用各组参数。6)、报警记录界面:可以显示报警信息的记录。7)、数据记录界面:记录焊接时的各种参数数据。
PLC控制器用于设备的过程控制、信号采集、数据参数处理。
4、结束语
线性振动摩擦焊所需功率仅及传统焊接工艺的1/5~1/15,焊接过程不产生烟尘或有害气体,不产生飞溅,没有孤光和火花,没有放射线。由于具有焊接质量好、效率高、节能、节材、低耗、环保、无污染等优点,线性振动摩擦焊技术被誉为绿色焊接技术,值得大力推广。




车灯产品摩擦焊接模具 尾灯摩擦焊接加工 洗衣机水盒热板焊接工装 非接触热板焊接模具 红外焊接工装夹具 欣宇
¥40000.00

汽车手套箱摩擦焊接机 高刹灯震动摩擦焊机 水泵塑料摩擦熔接机 伺服系统振动焊接机 伺服系统振动焊接机 塑料灯罩焊接设欣宇
¥30.00万

振动摩擦焊接厂家 汽车风管塑料焊接设备 汽车扰流板焊接设备 ABS汽车塑料件焊接设备 汽车塑料件振动摩擦焊设备 欣宇
¥20.00万

车灯产品摩擦焊接模具 尾灯摩擦焊接加工 振动摩擦焊接夹具 空调塑料件焊接治具 非接触热板焊接模具 红外焊接工装夹具 欣宇
¥40000.00

汽车风道气密焊接设备 汽车扰流板焊接设备 ABS汽车塑料件焊接设备 大尺寸塑料板焊接机 PLC控制振动焊接机 欣宇
¥20.00万

非接触热板焊接模具 塑料焊接工装夹具 汽车尾灯夹具 水泵盖震动摩擦模 汽车灯罩焊接模具 车灯激光焊接工装 欣宇
¥40000.00

振动摩擦焊机厂家直销 马桶座圈振动摩擦焊接机 塑料灯罩焊接设备 汽车风道气密焊接设备 汽车配摩擦焊机 摩擦焊接加工 欣宇
¥30.00万

水泵盖震动摩擦模具 音响摩擦焊接治具 汽车大灯振动摩擦焊接夹具 车灯激光焊接工装 风道热板焊接工装 欣宇
¥40000.00

汽车手套箱摩擦焊接机 高刹灯震动摩擦焊机 马桶座圈震动塑料焊接机 塑料汽车零件摩擦焊机 振动摩擦焊接模具厂家 欣宇
¥20.00万

马桶盖板震动塑料焊接模具 保险杠托架摩擦模 摩擦焊接夹具 尾灯摩擦焊接加工 车灯超声波焊接夹具 门板塑料焊接夹具 欣宇
¥20.00万

大型塑料振动焊接设备 汽车零部件焊接机 汽车风管塑料焊接设备 PA+GF汽车塑料件焊接设备 振动摩擦焊设备厂家 欣宇
¥20.00万

手套箱塑料摩擦焊接夹具 水泵盖震动摩擦模 汽车尾灯模具 尾灯摩擦焊接加工 汽车雾灯焊接夹具 空调塑料件焊接治具
¥40000.00

汽车手套箱摩擦焊接机 高刹灯震动摩擦焊机 塑料汽车零件摩擦焊机 塑料灯罩焊接设备 汽车尾灯振动摩擦焊接机 欣宇
¥20.00万

热板塑料焊接设备 塑胶热板熔接机 加热熔接机 车灯热板焊 手套箱热板机 PP汽车塑料件热板焊接机 热板焊接机厂家 欣宇
¥10.00万

塑料摩擦焊工装 马桶盖摩擦焊接模具 水泵盖震动摩擦模 塑料汽车零件摩擦焊机 车灯塑料焊接模具 洗衣机塑料件焊接夹具 欣宇
¥40000.00

门内板震动摩擦焊机 大尺寸塑料板焊接机 汽车控制器外壳焊接设备 PC汽车塑料件焊接工艺 振动摩擦焊设备厂家 欣宇
¥20.00万

汽车手套箱摩擦焊接机 车灯振动摩擦焊机 塑料汽车零件摩擦焊机 振动摩擦焊机厂家 塑料灯罩焊接设备 家电塑料件焊接机 欣宇
¥20.00万

汽车零部件焊接机 家电塑料件焊接机 振动摩擦焊机厂家 塑料振动焊接设备 高刹灯震动摩擦焊机 东莞震动摩擦焊接设备 欣宇
¥20.00万


-
13724594868
-
0769-87558588
马桶坐便摩擦熔接机 江苏车灯摩擦机 汽车挡泥板振动摩擦机 尼龙加玻纤塑胶摩擦机 XY-欣宇厂家批发
¥ 15.00万 ~ ¥ 18.00万
¥15.00万
30台可售

询价单发送成功~