- 产品
- 详情
- 推荐










收藏
¥8.00
100-199公斤
¥7.50
200-499公斤
¥7.35
≥500公斤

产品规格
可售数量: 999999公斤

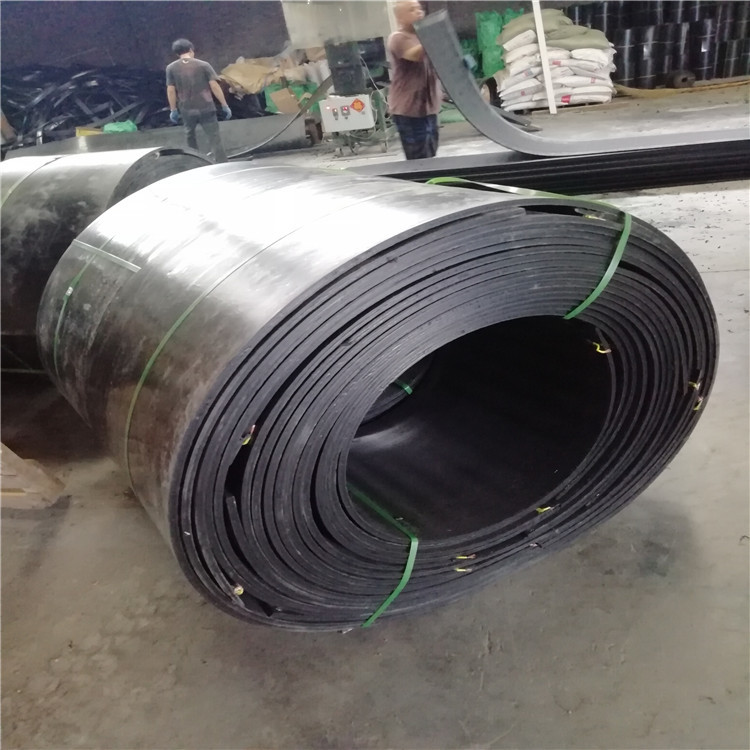
高尔定做 630钢管用电热熔套厂家 热熔套厂家1380型号9mm厚 电热熔套厂家钢管热收缩补口带
电热熔套是近年来防腐、保温行业新兴的一种新型连接管件,其抗老化性、连接强度、环刚度等明显优于热收缩带,并且电热熔套可以先焊接夹克管,然后再聚氨酯发泡,其施工速度也明显快于热收缩带,所以电热熔套被广泛用于热力管道、石油管线的补口连接。
新型,保温管接口-辅助材料,电热熔套是根据以往工程实例直埋管道接头补口中存在的诸多不足工发研制的,系采用热压预埋合金电加热丝工艺,以自动化生产线生产,产品质量稳定,粘合力强,使用该产品通过匹配的专用电热熔机给电热熔套通电,可以自动完成焊接。操作简单可靠,施工作业面可大可小,方便快捷,是以往直埋保温管补口片材的换代产品。
安装步骤
施工流程如下:
1.确保焊缝两端被热缩带覆盖部分的环氧凃有污物,将钢管节点表面除锈,用钢刷轻轻打磨被热缩带覆盖的聚乙烯涂层,
使这部分的聚乙烯涂层有一定的粗糙度。
2.用干净的抹布或干燥空气吹去钢管和聚乙烯涂层的附着物。
3.用喷枪预热焊缝处,确保钢管线和大于热缩带宽度,焊缝处的预热温度在75摄氏度。
4.在安装热缩带时,选择附有封口片的一端,除去保护衬垫,轻轻加热下交叠出150MM
5.除去其余的保护衬垫,将剩余热缩带绕在补口处,热缩带宽松地绕在管线上,要确保适当的交叠尺寸。
6.轻轻地加热下交叠处的背衬和上交叠处的粘合剂,然后将热缩带交叠,再将封口片压在交叠处。
7.轻轻地加热封口片,用带有手套的手拍打,从一端到另一端重复这一步骤,用滚筒从中间往两边滚动,将封口片的褶皱变平顺。
8.用适当的喷火把中中间绕四周加热,加热行程大一点。
9.在热缩带受热收缩过程中,继续从中间往一边加热,直到收缩完成。
10.当粘合剂在热缩带两边溢出时收缩完成,然后持续加热热缩带表面,确保完全连接。
11.当热缩带还有温度和柔软,用滚筒挤压热缩带,赶出其中的气泡,如有必要,可重新加热赶气泡。

简要流程检查管道和电热熔套(带),作好准备工作——对齐管道和清除杂物——套上电热熔套(带)——放置衬板(用钢板)——用锁紧器和捆绑带捆紧——连接电热熔焊机——调整电流到设定值(缓调)开始焊接——再次用锁紧器和捆绑带捆紧——蜂音器响自动断电——关闭焊接器、电流旋扭回零——摘下连接线夹子——按规定时间冷却——检查——工作结束。
热熔套的亮度主要由基膜生产中的辊子面的光滑程度决定。但是亮度并不是越亮越好,越亮的胶带基膜,其光滑度越好,但不利于胶带搭接区域的剥离强度。在实际生产中,无论是纯原料或者再生料,只要保持基膜设备中辊子表面的光滑度,都可以得到比较亮的基膜。而某些再生料中的杂质较多,经常会污染辊子,所以由再生料制成的基膜,亮度可能较差。多次清洁被污染的辊子,能够有效的提高基膜表面的亮度。

HDPE板材,板片耐磨损性能居塑料,冲击强度是现有塑料中的值,PE板材无味,无毒,手感似腊,具有优良的耐低温性能?(低使用温度可达-70至-100℃),化学稳定性好,常温下不溶于一般溶剂,吸水率极低,吸水性小,电绝缘性能优良,密度低,韧性好(同样适用于低温条件)拉伸性好,电气和介电绝缘性好,吸水率低,水汽渗透率低,化学稳定性好,抗张性。各种等级HDPE的独有特性是四种基本变量的适当结合,密度、分子量,分子量分布和添加剂。不同的催化剂被用于生产定制特殊性能聚合物。这些变量相结合生产出不同用途的HDPE品级。

具体注意事项
1. 检查管道和电热熔带是否有损伤。
2. 对齐管道和清除杂物
3. 通过水平杆或沙袋将连接的管道放置在离地面20—30cm处(地基上挖有操作凹槽的可将管道直接放置在地基上),并水平对齐。
4. 用布彻底将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用**擦拭。
5. 用电热熔带将已水平对齐的管道的要连接的部分紧紧圈住,圈的时候有连接线的一端在内圈。PE棒也应插在此端,从两侧分别插入,紧靠此端头。D400以下插入约50mm,D450以上插入约50~100mm。
6. 外面用棉质捆绑带)圈住,用锁紧器上紧,使电热熔带与管壁紧紧的靠在一起。捆绑带边缘要与焊接片的边缘对齐。(用钢扣带和U型夹钳也可)
7. 将焊接器的输出线端的夹子与电热熔带的连接线头相连接。
8. 在电熔焊机上设定好时间和电压档,根据热熔焊机的操作规程进行焊接。焊接时间结束时,取下连接线夹子,再夹紧一次夹钳约1/4~1/2圈。
9. 焊接时间结束时蜂音器鸣响,电源自动断开,开始冷却时间。在接线被断开,钢扣带和夹钳夹紧的状态下,冷却时间在夏天一般是20分钟,冬天是10分钟。在冷却期间,可以进行下一接口焊接。

从施工角度来讲应该选用热缩带,因为热缩带不需要在安装前套在管子上,补口时取用即可,也不会因提前多天挂在现场管上而丢失或沾污或其他气候条件下,热熔套质量下降,但从质量角度来讲,由于热缩带需要在现场搭接成套子,同时还要用固定片对搭接部位进行固定,不仅增加了黏结面积和黏结边缘,更重要的是搭接部位高出了两层,容易被刮伤或刮掉,特别是施工人员水平不够时候,容易产生质量问题,所以应当尽量选用热熔套。但是目前热缩带质量不断得到提升,大口径热缩带生产周期短,价格便宜等客观原因以及西气东输二线工程等大型工程选用热缩带作为补口材料。

简要流程
检查管道和电热熔套(带),作好准备工作——对齐管道和清除杂物——套上电热熔套(带)——放置衬板(**用钢板)——用锁紧器和捆绑带捆紧——连接电热熔焊机——调整电流到设定值(缓调)开始焊接——再次用锁紧器和捆绑带捆紧——蜂音器响自动断电——关闭焊接器、电流旋扭回零——摘下连接线夹子——按规定时间冷却——检查——工作结束。该产品由高密度聚乙烯(HDPE)为基材和电热网热压镶嵌复合而成,通电连接后与管材之间形成熔融状物质流,分子之间能相互渗透、扩散,冷却后形成一种牢固的结合体,两侧设计45度导角后可做牵引管件。连接强度高于母材、密封效果好、闭气性能高、耐腐蚀、耐老化、施工方便快捷。

电热熔套厂家规格:
钢管外径mm 外套管外径mm 宽度mm 厚度mm
DN159 DN250 500 5
DN219 DN315 500 5
DN273 DN377 500 5
DN377 DN500 550 6
DN426 DN560 600 7
DN478 DN600 600 7
DN529 DN655 600 8
DN630 DN760 600 8
DN720 DN850 600 9
DN800 DN950 600 9
DN920 DN1055 650 9
DN1020 DN1155 650 9

基材是聚乙烯原料经挤出、 交联、拉伸而形成的塑料套管 (片材)。热熔胶是一种胶粘剂.在常温下呈固态.加热呈熔融态可以流动、能够涂布在基材上.对金属和塑料均有良好粘接力。钢管外部防腐层通常为三层结构 (也称三层PE防腐).与钢管接触的为防腐涂料底漆).中间为热熔胶.外层为交联聚乙烯。






















-
13833695885
-
1378-5582400

高尔定做 630钢管用电热熔套厂家 热熔套厂家1380型号9mm厚 电热熔套厂家钢管热收缩补口带
¥ 7.35 ~ ¥ 8.00
¥7.35
999999公斤可售

询价单发送成功~