- 产品
- 详情
- 推荐







收藏
¥48.00
1-4个
¥42.00
5-9个
¥40.00
≥10个

产品规格
可售数量: 122个


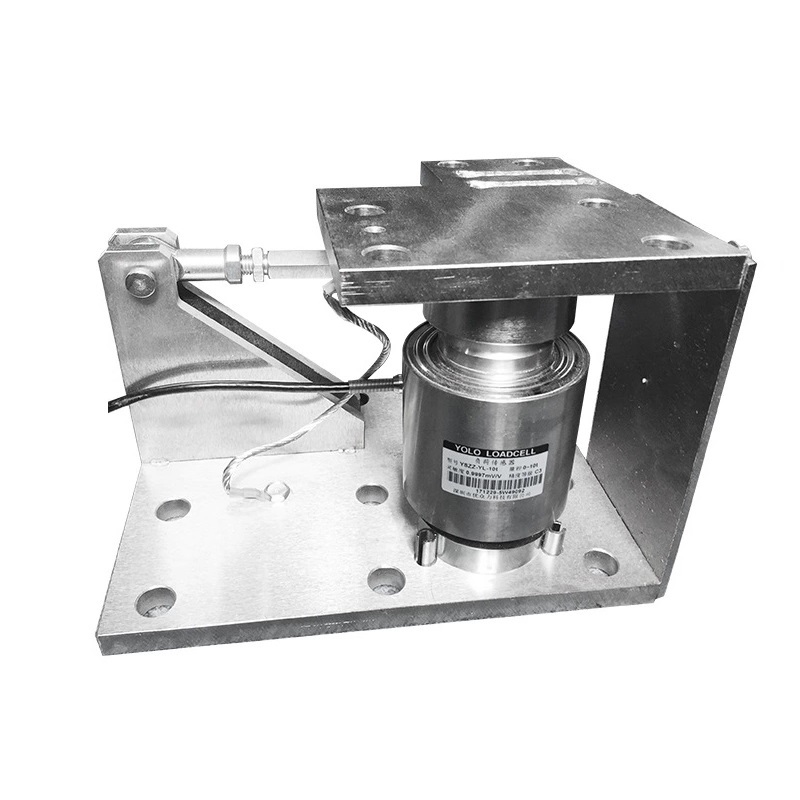
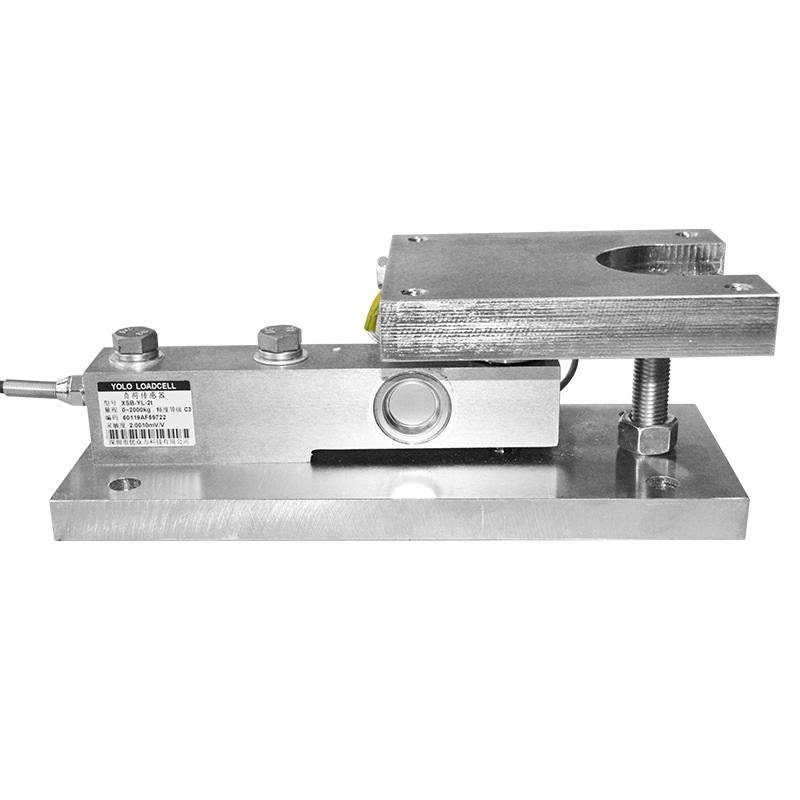
全自动配料混合系统称重模块 料仓20吨称重模块 优众力动载防爆称重模块,质保二年产品特点:
额定载荷:0.25,0.3,0.5,0.75,1,1.5,2,2.5,3,5,7.5,10,15,20,30,50,100t
灵敏度:3.0±0.003mV/V(0.5~100t)
精度等级:C3
零点平衡:±1%F.S
零点温度影响:±0.02%F.S/10℃
输出温度影响:±0.02%F.S/10℃
输入阻抗:400±20Ω
输出阻抗:352±3Ω
绝缘电阻:≥5000MΩ
温度补偿范围:-10℃~+40℃
工作温度补偿:-30℃~+70℃
安全过载:150%F.S
极限过载:180%F.S
推荐激烈电压:10-12VDC



系统的组成
全自动配料混合系统称重模块 料仓20吨称重模块 优众力动载防爆称重模块整个全自动配料混合系统由工控机、PLC、工业称重仪表、变频器、振动电机、混料机、传感器、传送带等部分组成。
上位工控机提供人机交互界面,完成控制信息输人、数据管理、进行数据显示、存储、统计和报表等功能,上位机采用IPC810工控机,它的主要工作如下:工控主机首先根据操作人员的指令,读取某个编号的配方,然后,根据配方中配料的比例及先后顺序,向PLC发出开始配料的指令,使得PLC能够起动特定的变频器。在配料过程中,工控主机以轮询的方式,一方面实时读取PLC的状态字,了解PLC及PLC下级设备的运行状态;另一方面实时读取安装在配料机上的称重仪表的称重数据,按照配料策略,当称重接近配方中的设定值时,主机向PLC发出停止本次配料的指令。当一个配方上的所有材料都配完后,整个配料过程暂停,等待操作人员的指令。
系统运行过程中,PLC与上位机实时通信,从而保证界面上显示的数据与现场实际数据的一致性,操作人员在上位机上发出的操作命令和设定参数都可以实时送到PLC,PLC的主要工作有:①接收上位机发送来的命令,通过变频器控制振动电机的起、停和快慢;②将变频器的运行状态实时写入内存数据区,供工控机读取;③将自身的各种状态以状态字的形式准备好,共工控机实时读取。
控制策略及配料过程
通过对配料过程的特点进行分析,得到配料过程具有如下特点:
(1)被控对象是单向的不可逆系统。原料没有办法从配料机中重新回到传送带上。
(2)具有明显的时滞性。当配料达到设定值时,PLC控制电机停止传送原料,这时传送带上具有部分原料无法回收,所以系统具有明显的时滞性。
(3)受控特性是开关性的。系统的起、停控制等都是开关量。
(4)配料系统在正常工作区内是线性的。
因此,我们考虑采用快速、慢速、提前发出停止加料指令等控制策略,同时利用PLC的互锁技术确保配料的顺利进行。系统起动后,工控机向PLC发出开始加料信号,PLC控制变频器驱动电机进行快速加料,同时,工控主机通过串口持续不断的读取称重仪表的称重数据,当重量值接近设定值时,工控主机向PLC发出停止加料的控制指令,此时,PLC控制变频器进行慢加,通过事先估计出传送机构上原料的残余,设定值和实际加料的差值和传送机构上原料的残余相当时,PLC真正发出停止指令,该指令由变频器执行,从而控制电机停机,停机后传送机构上的原料无残余,配料精度符合要求














-
18680674586
-
0755-23351002
全自动配料混合系统称重模块 料仓20吨称重模块 优众力动载防爆称重模块
¥ 40.00 ~ ¥ 48.00
¥40.00
122个可售

询价单发送成功~