- 产品
- 详情
- 推荐










收藏
¥8.00
100-199公斤
¥7.50
200-499公斤
¥7.34
≥500公斤

产品规格
可售数量: 999999公斤

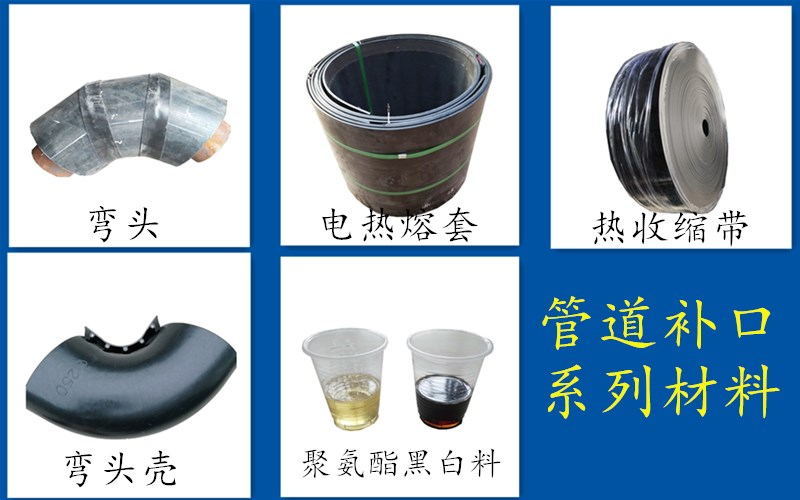
PE管套 直埋管电热熔套 管道焊接电热熔套 管道焊接补口PE热熔套 电热熔套规格齐全 热收缩带 高尔定做
防腐热收缩带是一种新型的性能良好操作简便的钢管焊缝防腐材料.是由基材和热熔胶层双层材料组成。基材是聚乙烯原料经挤出、 交联、拉伸而形成的塑料套管 (片材)。热熔胶是一种特种胶粘剂.在常温下呈固态.加热呈熔融态可以流动、能够涂布在基材上.对金属和塑料均有良好粘接力。

钢管外部防腐层通常为三层结构 (也称三层PE防腐).与钢管接触的为防腐涂料底漆).中间为热熔胶.zui外层为交联聚乙烯。少数情况下也采取钢管外部防腐层为二层 (二层PE防腐),与钢管接触的为密封热熔胶,外层为交联聚乙烯。夹克防腐,是由泡沫夹克套(内层) 热熔胶 (中层)和基材 (外层)组成。技术要求见石油天然气行业标准SY/T0413—2002《埋地钢质管道聚乙烯防腐层技术标准》SY/T4054—2003 交联聚乙烯热收缩带 (套)》,SY/T0415—1996《埋地钢质管道硬质聚氨酯泡沫塑料防腐保温层技术标准》。
具体注意事项
1. 检查管道和电热熔带是否有损伤。
2. 对齐管道和清除杂物
3. 通过水平杆或沙袋将连接的管道放置在离地面20—30cm处(地基上挖有操作凹槽的可将管道直接放置在地基上),并水
平对齐。
4. 用布彻底将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用**擦拭。
5. 用电热熔带将已水平对齐的管道的要连接的部分紧紧圈住,圈的时候有连接线的一端在内圈。PE棒也应插在此端,从两侧分别插入,紧靠此端头。D400以下插入约50mm,D450以上插入约50~100mm。
6. 外面用棉质捆绑带)圈住,用锁紧器上紧,使电热熔带与管壁紧紧的靠在一起。捆绑带边缘要与焊接片的边缘对齐。(用钢扣带和U型夹钳也可)

7. 将焊接器的输出线端的夹子与电热熔带的连接线头相连接。
8. 在电熔焊机上设定好时间和电压档,根据热熔焊机的操作规程进行焊接。焊接时间结束时,取下连接线夹子,再夹紧一次夹钳约1/4~1/2圈。

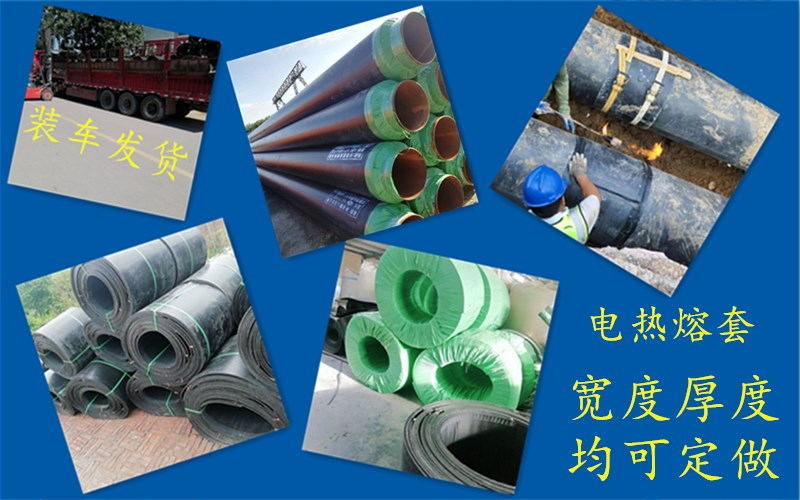
电热熔套厚度长度均可定制由 交联聚烯烃基材和特种密封热熔胶涂层复合而成。特种密封热熔胶与聚乙烯基材、钢管表面及固体环氧涂层可形成良好的粘接。 1、适用于水温及环境温度不大于40℃,内部压强不大于0.035MPa,水质符合要求,埋地HDPE塑料排水管道。
1、适用于水温及环境温度不大于40℃,内部压强不大于0.035MPa,水质符合要求,埋地HDPE塑料排水管道。
2、热收缩套沿圆周方向收缩均匀,表面平整,无皱折、无气泡及空隙、无烧焦及龟裂现象。
3、连接完毕的管道,当需要移动时,应在接头部位冷却至25℃以下后方可移动,并尽可能让接头处受力较小的位置。
4、热收缩套边沿胶层充分熔化,均匀溢出。
5、安装完毕的热缩接头应进行遮盖,避免太阳直晒。当接头部位温度过高,应对其采取(如洒水等)降温措施。
所以说,热收缩套在使用的过程中,有些注意事项是需要注意到的,这样可以减少它的损坏,并且可以充分发挥其使用效益,后期它的使用是有益处的。
1、适用于水温及环境温度不大于40℃,内部压强不大于0.035MPa,水质符合要求,埋地HDPE塑料排水管道。
2、热收缩套沿圆周方向收缩均匀,表面平整,无皱折、无气泡及空隙、无烧焦及龟裂现象。
3、连接完毕的管道,当需要移动时,应在接头部位冷却至25℃以下后方可移动,并尽可能让接头处受力较小的位置。
4、热收缩套边沿胶层充分熔化,均匀溢出。
5、安装完毕的热缩接头应进行遮盖,避免太阳直晒。当接头部位温度过高,应对其采取(如洒水等)降温措施。

产品详情
(1)现在电热熔套设备通常用的是电加热,分为电阻加热和感应加热,加热片装于机身、机脖、机头各部分。加热装置由外部加热筒内的塑料,使之升温,以达到工艺操作所需要的温度。
(2)冷却装置是为了保证原料处于工艺要求的温度范围而设置的。具体说是为了排除螺杆旋转的剪切摩擦产生的多余热量,以避免温度过高使塑料分解、焦烧或定型困难。机筒冷却分为水冷与风冷两种,一般中小型电热熔套设备采用风冷比较合适,大型则多采用水冷或两种形式结合冷却;螺杆冷却主要采用中心水冷,目的是增加物料固体输送率,稳定出胶量,同时提高产品质量;但在料斗处的冷却,一是为了加强对固体物料的输送作用,防止因升温使原料粒发粘堵塞料口,二是保证传动部分正常工作

在使用的过程中,有些注意事项是需要注意到的,这样可以减少它的损坏,并且可以充分发挥其使用效益,后期它的使用是有益处的



















-
13833695885
-
1378-5582400

PE管套 直埋管电热熔套 管道焊接电热熔套 管道焊接补口PE热熔套 电热熔套规格齐全 热收缩带 高尔定做
¥ 7.34 ~ ¥ 8.00
¥7.34
999999公斤可售

询价单发送成功~