- 产品
- 详情
- 推荐










收藏
¥120.00
1PCS起订
¥118.00
2PCS起订
¥115.00
≥3PCS

产品规格
滑轨长度: 1000 4000
















台湾上银科技主要研发及生产:
滚珠丝杆、HIWIN直线导轨、动力刀座、特殊轴承、工业机器人、机器人及直线电机等高阶精密型产品,符合十三五规划中大力推动的产业项目.
子公司:
德国、美国、日本、瑞士、捷克、以色列、新加坡、韩国、意大利、江苏苏州.
研发中心:
台湾台中、日本、德国欧芬堡、以色列.
传动控制产品与系统科技产品的专业制造者
品牌意义
HIWIN 源自HI-tech WINner的缩写,用意是
With us, you are a hi-tech winner。
意即客户使用HIWIN的传动控制产品而创新价值、增强竞争力,成为市场赢家;当然也有自我期许成为创新科技的赢家.
HIWIN在、美国、日本及欧体等具有工业基础的80个国家,完成商标注册登记,并且持续推广运用, 如今HIWIN已是世界知名品牌之一。
天津昂达机电技术有限公司专业供应台湾上银HIWIN直线导轨滑块,公司长期备有大量现货库存,天津/深圳均可出货,如需购买上银导轨滑块,请联系我们的客服。
主要产品种类有:QR系列─静音式滚柱型直线导轨,Q1系列─静音式直线导轨,QR系列静音式滚柱型线性滑轨,QE系列静音式低组装型线性滑轨,QH系列静音式重负荷型线性滑轨,AG系列交叉构型线性滑轨,CG系列抗扭矩型滚珠线性滑轨,HG系列滚珠式线性滑轨,EG系列低组装式线性滑轨,台湾HIWIN直线导轨MGN15C上银导轨滑块HGH20CAZAH直线导轨尺寸,WE系列四列式宽轨线性滑轨,MG系列微小型线性滑轨,RG系列滚柱式线性滑轨,QW系列静音式宽幅型线性滑轨,E2系列自润式线性滑轨,PG系列精密线性滑轨,SE 系列金属端盖型线性滑轨,直线导轨|HG系列─滚珠式直线导轨,直线导轨|E2系列-自润式直线导轨,RG系列─滚柱式直线导轨,EG系列─低组装式滚珠线性滑轨,Metallic End Cap Type 金属端盖直线导轨,MG系列─微小型直线导轨,PG系列-精密直线导轨,WE系列 - 四列式宽轨直线导轨。
常备库存
一、直线导轨(货源充足)
HGH15CA HGH20CA HGH25CA HGH30CA HGH35CA HGH45CA HGH55CA HGH65CA
HGH20HA HGH25HA HGH30HA HGH35HA HGH45HA HGH55HA HGH65HA
HGL15CA HGL25CA HGL30CA HGL35CA HGL45CA
HGL25HA HGL30HA HGL35HA HGL45HA HGL55HA
HGW15CA HGW20CA HGW25CA HGW30CA HGW35CA HGW45CA
HGW20HA HGW25HA HGW30HA HGW35HA HGW45HA HGW55HA
HGW15CB HGW20CB HGW25CB HGW30CB HGW35CB HGW65CA
HGW20HB HGW25HB HGW30HB HGW35HB HGW65HA HGW55CA
HGW15CC HGW20CC HGW25CC HGW30CC HGW35CC HGW45CC
HGW20HC HGW30HC HGW35HC HGW45HC HGW55HC HGW65HC
HGR15T HGR20T HGR25T HGR30T HGR35T HGR45T HGR55T HGR65T
EGH15CA EGH20CA EGH25CA EGH30CA
EGH15SA EGH20SA EGH25SA EGH30SA
EGW15CA EGW20CA EGW25CA EGW30CA
EGW15SA EGW20SA EGW25SA EGW30SA
EGW15CB EGW20CB EGW25CB EGW30CB
EGW15SB EGW20SB EGW25SB EGW30SB
EGR15T EGR20T EGR25T EGR30T
RGH25CA RGH30CA RGH35CA RGH45CA RGH55CA RGH65CA
RGH25HA RGH30HA RGH35HA RGH45HA RGH55HA RGH65HA
RGW25CC RGW30CC RGW35CC RGW45CC RGW55CC RGW65CC
RGW25HC RGW30HC RGW35HC RGW45HC RGW55HC RGW65HC
MGN7C MGN9C MGN12C MGN15C
MGN7H MGN9H MGN12H MGN15H
MGW7C MGW9C MGW12C MGW15C
MGW7H MGW9H MGW12H MGW15H
为保证铝棒加温透心,多孔模加温方式一般采用由高到低的方式控制,即铝棒由进炉区到出炉区温度是由高到低分区控制。一般是根据棒炉分区数量将温度设定递减。2模具加温模具加温时间一般控制在6小时之内,保证透心,模具要连同模垫、模套一起加温,但不能超时加温,否则对型材表面质量及出材情况造成影响。模具置于模具炉内加温时,模具不能靠近炉壁、风机风口位置,尽量往中间位置摆放,模具之间要保证足够的间隙,一般情况下不少于5CM.模具炉内要保证干净,无灰尘,避免加温过程中因大量灰尘落在模具工作带,造成出料时型材产生各种表面质量问题。3挤压过程控制2.3.1模具从炉内取出到挤压出材时间不能超过3分钟,否则会造成出材快慢不一。2上机生产支棒不排气,而且要用短棒挤压,棒长控制在2-3mm.2.3.3支棒要以段起压,出材后慢慢加快挤压速度。料口使用高温垫板保证底面防刮伤、擦花等,每支料之间用石墨板间隔,防止型材互相擦花、碰伤、压凹等质量问题。断性调整牵引机拉力大小,保证型材几何尺寸符合公差要求。

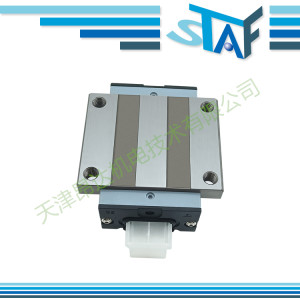

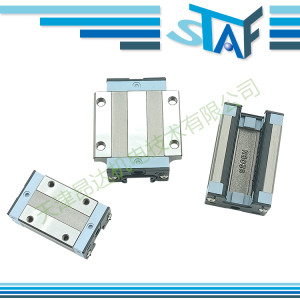











台湾HIWIN直线导轨MGN15C上银导轨滑块HGH20CAZAH直线导轨尺寸
¥ 115.00 ~ ¥ 120.00
¥ 115.00
1PCS可售
¥ 115.00
1PCS可售

询价单发送成功~