- 产品
- 详情
- 推荐





收藏
¥18.20万
1-4台
¥17.80万
≥5台

产品规格
可售数量: 10台

数控平面钻的操作流程 数控钻床加工厚度 数控平面钻床的生产厂家
采用工件固定,龙门带动动力头移动进行工作,行程根据工件预先设定,能够实现钻头快进—工进—快退的自动转换,具有加工效率高,结构简单,维护成本低等优点。结构精巧,使用方便,维护简单。下面就来详细说明一下数控平面钻床在加工工件时的操作流程,供大家学习。
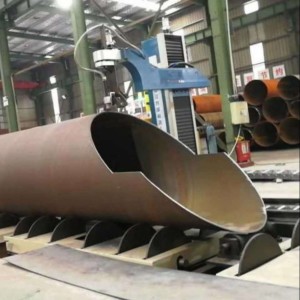
将工件搬至工作台上,法兰型工件尽量放在工作台中部,板材类应紧贴夹钳
放置,以方便操作与调整,并将工件四周用压块压紧(注意:设定“主轴返回坐
标”应高于压块的高度)。
划出工件的基准点,当工件为圆板时,一般把圆心定为基准点;选择工件基
准点的原则是:容易找到,容易对准。可以随意定基准点,只要保证在图形中各
实物中上相符就行。对于有些工件,还要进行对线。
当用于加工法兰时,将装在Y
轴上,数控选择开关拨到手轮位置(数控面板上左边一个旋钮逆时针旋),将手轮选择开关拨到X/Y轴(选中了哪一个轴,在数控屏幕上就会显示哪一个轴被选中),找到三个基准点位置,在808D系统界面上可以求出法兰圆心的机床坐标,
将Z轴慢慢接近于工件上表面,这样G54工件零点就确立
在CAD中转换为DXF文件时,一定先将图形的基准点找到,移动工件图形,使工件的基准点和CAD坐标系的原点重合。然后另存为*.DXF文件。
打开上位机软件,在主菜单中点击“CAD编程”,根据提示找到相应的要加
工工件图形的DXF文件,点击“确定”,然后点击“显示图形”。
检查一切正常后,按数控面板上绿色起动键,机床先进行X
轴定位,然后Y、V定位,定位完毕,主轴钻削开始,钻完孔后,再进行下一组孔的定位。
如果在关机前,一个零件程序没有运行完,这时要查看运行到哪一步,记下
步序号(Nxxxx),等到下次开机,从记住步序号的下一步开始运行,直到运行
完整个零件程序。加工程序每三行作为一个加工单元,应该从定位行(即Xm
Ym)开始执行程序。
凯斯锐数控平面钻后期的优势
1、数控平面钻铣(BT40主轴)
2、改造成内冷铲钻模式
3、多头钻孔模式(多头铲钻)
1、数控平面钻铣(BT40主轴)
因为使用了数控加工中心用的标准BT主轴,也就是说数控平面钻已经成为小型的数控门加工中心(动梁式)。为该设备增加了丰富的想象力。
2、改造成内冷铲钻模式
铲钻的进给量跟传统麻花钻的一样,因为产用内冷模式和合金刀片,效率是常规麻花钻的N倍以上。
3、多头钻孔模式(多头铲钻)





























数控平面钻的操作流程 数控钻床加工厚度 数控平面钻床的生产厂家
¥ 17.80万 ~ ¥ 18.20万
¥17.80万
10台可售

询价单发送成功~