- 产品
- 详情
- 推荐





收藏
¥42.00万
1-4台
¥88000.00
≥5台

产品规格
可售数量: 10台

武汉数控等离子割管机 厚壁管数控火焰切割机 管道相贯线切割机


不同管材的切割情况应注意事项
1、锻件切割中应注意的要点
由于锻件表层氧化皮较厚,再加上氧化皮燃点高于熔点,所以在切割中容易出现切割中断现象,造成切割质量下降和工效降低。为此在锻件切割时,应首先去除切割区域中上下表面的氧化皮后再切割,以提高切割速度和切割质量。
2、轧制方坯冷床齿板切割中防变形的要点
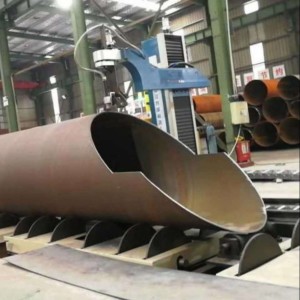
在切割中如何控制工件变形是非常重要的,如按常规安排切割路线会造成工件变形和超差,即使整形也很难达到尺寸要求,终将会使产品报废。因此合理地安排气割路线是非常关键的。圆管相贯线切割机。方管异型管切割机
3、在厚板切割中应注意的要点
在厚钢板切割中,温度是从上表面向下递减的。切割开始时,氧气压力逐渐增加,在钢板厚度方向达到一致。这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷。
为避免缺陷的产生可采用如下方法:
1、采用引燃棒。其方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切入,引燃棒将引导割具火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面。
引燃棒可采用切割下来的边角料代替。此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率。引燃棒在切割特厚钢板中较为实用。
2、采用圆弧进刀增加引入线长度,避免直接切入点。此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
一般企业数控管道火焰切割机的使用过程中,针对气割造成的切割断面缺陷有着诸多成因,这一方面需要设备操作人员根据实际现象来判断,另一方面也需要数控管道火焰切割机生产厂家提供更为全面的设备使用资料。随着近年来火焰切割设备的广泛普及以及企业技术人员的更迭,这一问题显得更为突出


























武汉数控等离子割管机 厚壁管数控火焰切割机 管道相贯线切割机
¥ 88000.00 ~ ¥ 42.00万
¥88000.00
10台可售

询价单发送成功~