- 产品
- 详情
- 推荐







收藏
¥8.90
5-99个
¥8.60
100-499个
¥8.50
≥500个

产品规格
可售数量: 10000个








实际生产中,由于外压零件的原材料厚度公差超差、材料性能波动、表面质量较差(如锈迹)或不干净(如油污)等,会造成模具工作零件磨损加剧、易崩刃等不良后果。为此,应当注意:①尽可能采用冲压工艺性好的原材料,以减少冲压变形力;②冲压前应严格检查原材料的牌号、厚度及表面质量等,并将原材料擦拭干净,必要时应清除表面氧化物和锈迹;③根据冲压工序和原材料种类,必要时可安排软化处理和表面处理,以及选择合适的润滑剂和润滑工序。(史特牢企业生产钢带来料全部由IQC进行[尺寸.厚度.硬度]检验合格方或进入生产.并每批材料都有供应商提交材质证明及检测报告存档)以增强可靠的追塑性!
(2)排样与搭边。
不合理的往复送料排样法以及过小的搭边值往往会造成模具急剧磨损或凸、凹模啃伤。因此,在考虑提高材判利用毕的同时,必须根据零件的加工批量、质量要求和模具配合间隙,合理选择排样方法和搭边值,以提高模具寿命。
4 模具材料
模具材料对模具寿命的影响是材料种类、化学成分、组织结构、硬度和冶金质量等诸冈索的综合反映。不同材质的模具寿命往往不同。为此,对于冲模工作零件材料提出两项基本要求:①材料的使用性能应具有高硬度(58~64HRC)和高强度,并具有高的耐磨性和足够的韧性,热处理变形小,有一定的热硬性;②工艺性能良好。冲模工作零件加工制造过程一般较为复杂.因而必须具有对各种加工工艺的适应性,如可锻性、可切削加工性、淬硬性、淬透性、淬火裂纹敏感性和磨削加工性等。通常根据冲压件的材料特性、生产批量、精度要求等,选择性能优良的模具材料,同时兼顾其工艺性和经济性。
5 热加工工艺
实践证明.模具的热加工质量对模具的性能与使用寿命影响甚大。从模具失效原因的分析统计可知,因热处理不当所引发模具失效“事故”约占40%以上。模具工作零件的淬火变形与开裂,使用过程的早期断裂,均与摸具的热加工工艺有关。
(1)锻造工艺,这是模具工作零件制造过程中的重要环节。对于高合金工具钢的模具,通常对材料碳化物分布等金相组织提出技术要求。此外,还应严格控制锻造温度范围,制定正确的加热规范,采用正确的锻造力法,以及锻后缓冷或及时退火等。
(2)预备热处理。应视模具工作零件的材料和要求的不同分别采用退火、正火或调质等预备热处理工艺, 以改善组织,消除锻造毛坯的组织缺陷,改善加工工艺性。高碳合金模具钢经过适当的预备热处理可消除网状二次渗碳体或链状碳化物,使碳化物球化、细化,促进碳化物分布均匀性。这样有利于保证淬火、回火质量,提高模具寿命。
(3)淬火与回火。这是模具热处理中的关键环节。若淬火加热时产生过热,不仅会使工件造成较大的脆性,而且在冷却时容易引起变形和开裂,严重影响模具寿命。冲模淬火加热时特别应注意防止氧化和脱碳,应严格控制热处理工艺规范,在条件允许的情况下,可采用真空热处理。淬火后应及时回火,并根据技术要求采用不同的回火工艺。


















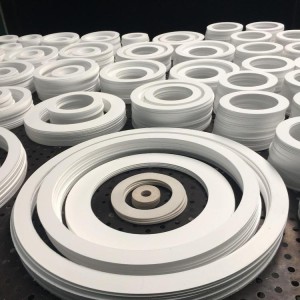





辽东厂家现货316材质金属缠绕垫片 高压管道304石墨复合垫片 美标CL300内外环金属石墨缠绕垫片
¥ 8.50 ~ ¥ 8.90
¥8.50
10000个可售

询价单发送成功~