- 产品
- 详情
- 推荐






收藏
¥22.00
20-199公斤
¥21.00
≥200公斤

产品规格
规格: 1.2规格 1.6

齐全蒂森 42CrMo焊丝 气保低合金钢高强 度钢焊丝包邮 1.2/1.6mm无裂纹
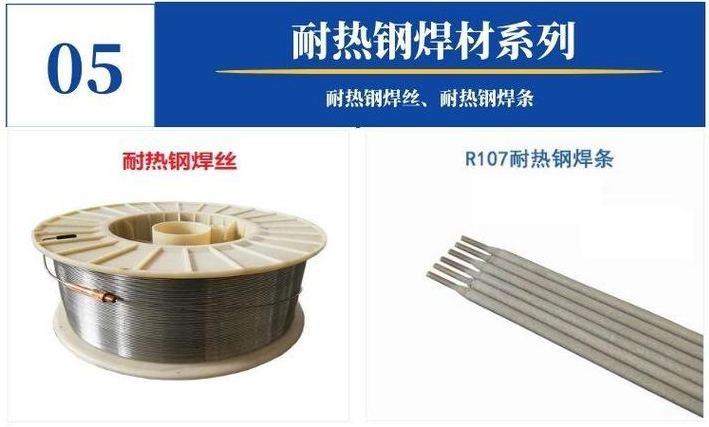
焊接工艺性能优良,电弧燃烧稳定、脱渣容易,焊缝成型美观,具有优良的抗裂性能和较高的低温冲击性能。 与熔炼焊剂HJ250、HJ350或烧结焊剂SJ101等相配合,可用于焊接工作温度在520℃以下的1.0%Cr-0.5%Mo珠光体耐热钢,如锅炉管道、压力容器、精炼设备等结构的35CrMo、42CrMo等材料。
焊丝化学成分(%)
元素 | C | Mn | Si | Cr | Ni | Mo | Cu | ||
标准值 | 0.11~ 0.16 | 0.40~ 0.70 | 0.15~ 0.35 | ≤0.030 ≤0.015* | ≤0.030 ≤0.025* | 0.80~ 1.10 | ≤0.30 | 0.40~ 0.60 | ≤0.20 |
例值 | 0.013 | 0.58 | 0.25 | 0.008 | 0.012 | 0.95 | 0.03 | 0.50 | 0.11 |
注: *元素含量为NB/T 47018所要求。
熔敷金属力学性能(690±15℃×1h):
配合 焊剂 | GB型号 | 相当 AWS型号 | 试验项目 | 抗拉强度 Rm / MPa | 屈服强度 Rp0.2 / MPa | 伸长率 A / % | 冲击 吸收功 AKV / J |
SJ101 | F55P2- H13CrMoA | F8P2-EB2-B2 | 标准值 | 900 | ≥800 | ≥20 | 27/-20℃ |
例值 | 950 | 950 | 27 | 140 |
注:满足NB/T 47018要求:冲击吸收功AKV≥34J。
焊缝射线探伤要求:I级
注意事项:
1.焊接前应严格清楚焊接区的油污、锈迹、水分等杂质。
2.焊剂在使用前须经300~350℃烘焙2h。
























-
15233983555
-
0319-8354288
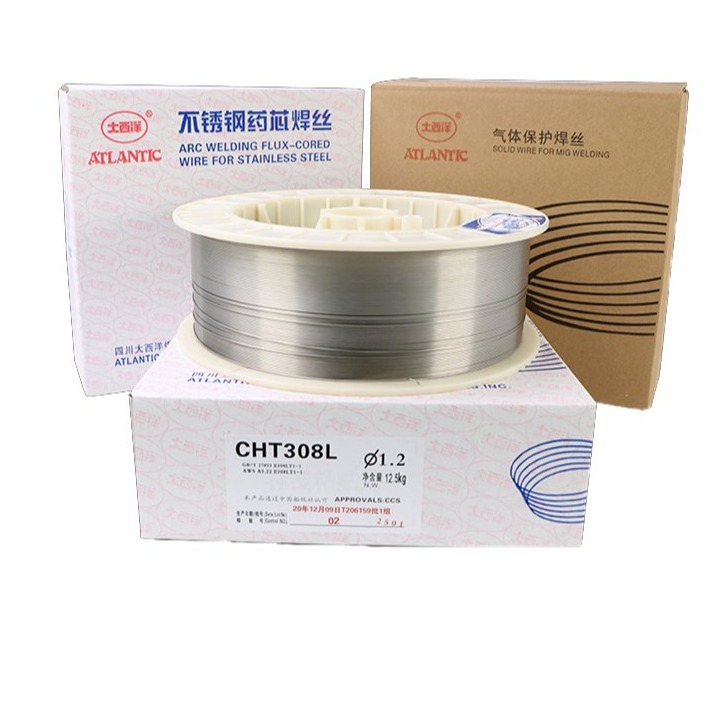
齐全蒂森 42CrMo焊丝 气保低合金钢高强 度钢焊丝包邮 1.2/1.6mm无裂纹
¥ 21.00 ~ ¥ 22.00
¥ 21.00
80000公斤可售
¥ 21.00
6000公斤可售

询价单发送成功~