- 产品
- 详情
- 推荐






收藏
¥38866.00
1套起订
¥27755.00
≥2套

产品规格
可售数量: 98套

产品描述
产品描述
激光熔覆重要特点是热量集中,加热快冷却快热影响区小,特别对不同材质之间熔融有着其它热源无法比拟的特点,也正是这一加热和冷却过程,在熔铸区域产生的组织结构也不同于其它熔覆(喷焊·堆焊·普通焊接等)手段,甚至可以产生非晶态组织,特别是脉冲激光更为明显。这就是所谓激光熔覆无退火的原因。
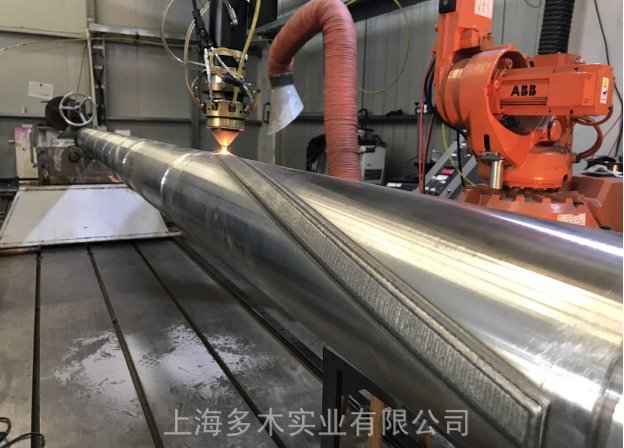
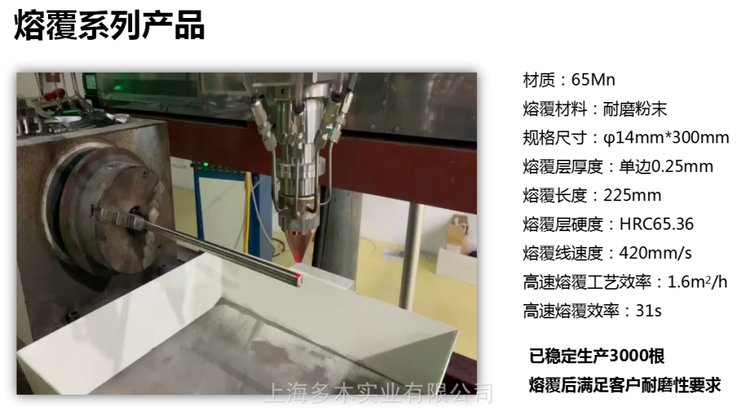
产品实拍

产品说明:高速激光熔覆焊接效果

产品说明:高速激光熔覆焊接效果
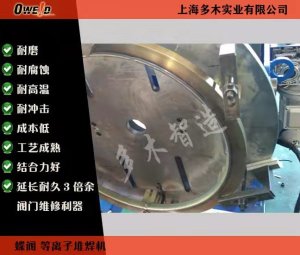
设备介绍
激光焊接(熔覆)变形小:主要是熔铸区域小,过渡区域小,收缩量小。那么材料在收缩过程中所产生的收缩力,不足以使整个机体变形。这就是所谓激光熔覆不变性的原因(所以当机体尺寸过小时同样会产生变形)这也是激光焊接(熔覆)的优势。那么这种焊接应力到哪里去了呢?它主要是释放到熔铸区域和过渡区域了。那么这就产生了两个问题。一是熔铸区容易产生裂纹,所以激光熔覆对材料的延展性要求比较高,如镍基粉末;二是过渡区应力大,由于激光焊接过程中加热快冷却快,产生的过渡区尺寸过小,造成这一区域应力集中,这就影响了激光焊接(熔覆)的结合效果。特别是在基体与焊材机械性能相差较大时,倾向更严重,甚至产生脱落现象,这就要求在激光熔覆时格外注意过渡层的材质和厚度设计。

工艺特点

1、前期处理:激光熔覆一般只需将工件打磨干净,除油,除锈,去疲劳层等, 比较简单。
2、送粉:CO2激光器功率较大,一般用氩气送粉;YAG激光功率小,一般用自然落粉的方式。这两种方式在熔覆时都基本在水平位置形成熔池,倾斜稍大粉末便不能正常送达,激光的使用范围受到限制,特别是YAG激光器。
3、从熔池形成的状态看:由于激光的控制精度高,输出功率恒定, 且没有电弧接触,所以熔池大小深度一致性好。
4、加热快冷却快:影响金属相形成的均匀度,也对排气浮渣不利,这也是造成激光熔覆形成气孔,硬度不均的重要因,特别是YAG激光倾向更严重。
5、材料选择:由于不同材料对不同波长激光的吸收能力不同,造成激光熔覆材料选择限制较大,激光更适于镍基自熔性合金等一些材料,对碳化物,氧化物的熔覆更困难一些。
熔覆工艺
熔覆工艺:激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。
预置式激光熔覆:是将熔覆材料事先置于基材表面的熔覆部位,然后采用激光束辐照扫描熔化,熔覆材料以粉或丝形式加入,其中以粉末的形式为常用。
同步式激光熔覆:是将粉末或丝材类熔覆材料经过喷嘴在熔覆过程中同步送入熔池中。熔覆材料以粉或丝形式加入,其中以粉末的形式为常用。
预置式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预置熔覆材料---预热---激光熔覆---后热处理。
同步式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预热---同步激光熔覆---后热处理。
按工艺流程,与激光熔覆相关的工艺主要是基材表面预处理、熔覆材料的供料、预热和后热处理。
















-
13120669521
-
021-66080902

超高速激光熔覆机 激光熔覆代替镀铬 金属表面修复 上海多木DM激光焊机
¥ 27755.00 ~ ¥ 38866.00
¥27755.00
98套可售

询价单发送成功~